Introduktion
Värmeförsegling är en viktig process inom förpackningsindustrin, som används för att binda plastfilmer genom värme och tryck. Olika metoder för värmeförsegling ger distinkta fördelar baserat på typen av material och de specifika förpackningsbehoven. Oavsett om du förseglar polyetenfilmer, kompositmaterial eller specialiserade filmer för känsliga produkter, kan valet av rätt värmeförseglingsmetod säkerställa starka, hållbara tätningar som bibehåller produktens integritet. Den här guiden utforskar de vanligaste värmeförseglingsmetoderna, inklusive plåt-, rulle-, puls- och ultraljudsförsegling, tillsammans med deras tillämpningar och fördelar vid förpackning.
Enligt de olika uppvärmnings- och trycksättningsmetoderna kan värmeförseglingsmetoderna för värmeförseglingsmaskiner delas in i följande typer.
Värmeförsegling av plattan
Plattvärmeförsegling är den vanligaste värmeförseglingsmetoden. Den använder en värmeplatta för att intermittent värma och trycksätta för att uppnå försegling av plastfilm. Värmeförseglingsprincipen visas i figur 6-2. De två skikten av film 3 som ska förseglas transporteras mellan värmeplattan 1 och arbetsbänken 5, och pressas sedan tätt mot anti-stick materialet 4. Värmeplattan 1 och arbetsbänken 5 uppvärmda till en viss temperatur (konstant temperaturkontroll) värms upp och trycksätts, och kyls sedan för att uppnå en tät tätning.
Vanligt använda anti-stick material är högtemperaturbeständig polytetrafluoreten eller glasduk, främst för att undvika vidhäftning av T-bordet och filmmateriallagret, så att påsens mynning är vackert förseglad och arbetsbänken kan hållas ren. Den elektriska värmetråden 2 installerad i värmeplattan 1 värmer värmeplattan. Uppvärmningstemperaturen detekteras vanligtvis av ett resistivt temperaturmätelement och visas av ett temperaturdisplayinstrument. Temperaturen justeras av en spänningsregulator eller en motståndsanordning. För att säkerställa högkvalitativa tätningssömmar bör värmeförseglingsytan på värmeplattan vara platt och stödplanet ska vara plant eller vadderat med en värmebeständig gummikudde. Den värmeförseglande tryckrörelsemekanismen för värmeplattan 1 kan vara pneumatisk, hydraulisk, kam, elektromagnetisk, etc.
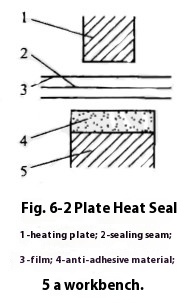
Denna smältförseglingsanordning i form av en lamellstruktur har en enkel struktur och princip och en snabb förseglingshastighet. Det används ofta i intermittenta automatiska förpackningsmaskiner. Den används främst för värmeförsegling av polyetenfilmer och polyetenkompositfilmer, men inte för värmeförsegling av filmer som lätt krymper eller sönderdelas av värme.
Rullvärmeförsegling
Rullvärmeförsegling är att försegla plastfilmen genom att applicera tryck med en kontinuerligt roterande rulle och värma med en eller två rullar i ett par rullar.
Principen för rullvärmeförsegling visas i figur 6-3. När de två skikten av film 2 som ska förseglas dras genom ett par värmevalsar 1 (eller endast en värmevals), värms de upp och trycksätts och kyls sedan för att uppnå en tät försegling. Motståndsvärmaren ställs in i värmevalsen och strömmen överförs till värmetråden genom ledningsanordningen (såsom borstar, släpringar och ledningar) som är isolerade från maskinen. Anordningen för att justera temperaturen och anordningen och instrumentet för att detektera och visa temperaturen på värmeförseglingsvalsen är inställda utanför.
Egenskapen för rullvärmeförsegling är kontinuerlig försegling, som är lämplig för värmeförsegling av kompositfilmer som består av basfilm (cellofan) och värmeförseglingsfilm (polyeten); i vissa kontinuerliga automatiska förpackningsmaskiner med flera funktioner som påstillverkning, fyllning och försegling, kan värmeförseglingsvalsen inte bara fullborda den längsgående värmeförseglingen av påsframställningsfilmmaterialet, utan också spela rollen som att dra och transportera förpackningsfilmmaterialbandet. När det gäller enkelfilm är den lätt att deformeras på grund av värme, vilket kommer att påverka tätningskvaliteten, så den är inte lämplig att använda.
Bältes värmeförsegling
Som visas i figur 6-4 lägger den de två skikten av film 2 mellan ett par cirkulära tunna remmar 1 (såsom polytetraetylenbälte, stålbälte, rostfritt stålbälte eller nylontextilbälte) som roterar i motsatta riktningar, och värmer dem vid värmedelarna 4 som är inställda på båda sidor av de två ringskiktsbältena för att sedan binda ihop de två ringskiktsbältena. trycker på kyldelen 5 för att försegla filmen 2. Innan förseglingen är helt formad, präglas förseglingen av ett par präglingshjul med förinställt tryck, och sedan skrivs produktionsdatumet ut av tryckkodshjulet, och slutligen fullbordas förseglingen.
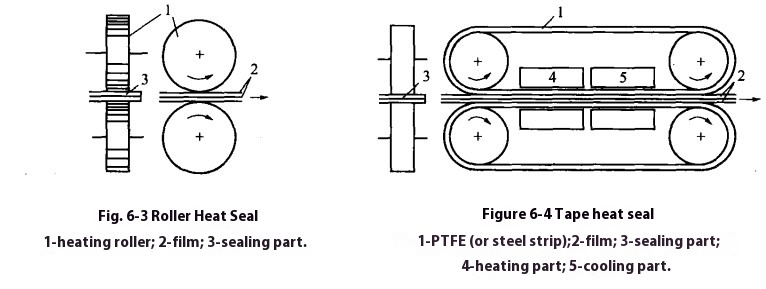
Denna metod är lämplig för värmeförsegling av kompositfilmmaterial. Även filmer som är lätta att deformera kan värmeförseglas kontinuerligt med denna maskin, och förseglingshastigheten är relativt hög, så den används ofta.
Glidrulle värmeförsegling
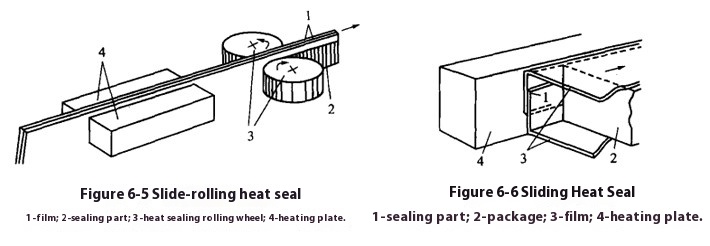
Såsom visas i figur 6-5 förs de två överlappande skikten av film 1 mellan ett par värmeplattor 4 för att värmas upp till ett uppmjukat och smält tillstånd, och när de passerar mellan de tätt pressade värmeförseglingsrullarna 3, kläms de och svetsas. Egenskaperna för denna typ av tätningsanordning är att motståndsvärmaren och värmeförseglingsrullhjulet är oberoende komponenter, vilket förenklar rullhjulsstrukturen. Den övergripande strukturen är enkel och har ett brett användningsområde.
Denna metod kan tillämpas på kontinuerlig värmeförsegling av filmförpackningsmaterial och kan också användas för kontinuerlig värmeförsegling av filmer med stor termisk deformation. Om maskinen oväntat stannar kommer filmmaterialet mellan de elektriska värmeplattorna att överhettas och förloras, så värmaren måste kunna evakuera automatiskt för att undvika överhettning av filmen.
Glidande värmeförsegling
Glidande värmeförsegling används för inslagning av förpackningar, som visas i figur 6-6. Den använder en film 3 för att slå in det förpackade föremålet 2, så att det glider på värmeplattan 4, och förlitar sig på det lätta trycket som appliceras av det förpackade föremålet och värmen från värmeplattan 4 för att binda de överlappande delarna av de två filmskikten.
Pulsvärmeförsegling
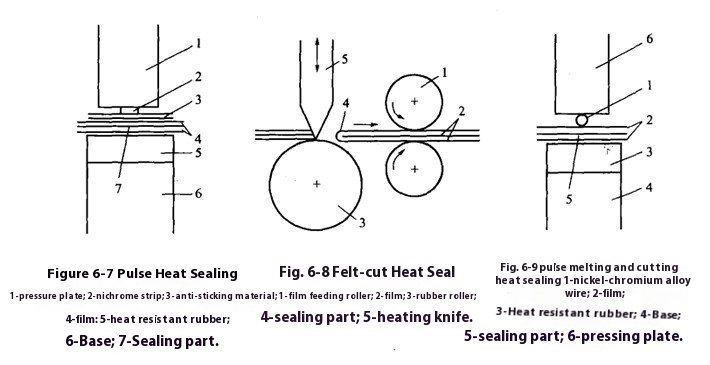
Såsom visas i figur 6-7 pressar nickel-kromlegeringsremsan 2 filmen 4 på det värmebeständiga gummit 5, och nickel-kromlegeringsremsan 2 värms omedelbart av en stor ström, och värmen används för värmeförsegling. Dess egenskap är att legeringsremsan 2 lämnar den värmeförseglade delen först efter kylning, så även filmer som lätt deformeras kan värmeförseglas med denna metod. Denna metod är lämplig för försegling av produkter med höga krav på tätningshållfasthet och tätning, såsom vätskeförpackningar och vakuumförpackningar. Denna metod är i allmänhet lämplig för intermittent försegling och används i stor utsträckning i påsframställningsmaskiner eller automatiska förpackningsmaskiner.
Smältskuren värmeförsegling
Som visas i figur 6-8 används värmekniven 5 (eller ståltråd) för att smälta och skära filmen 2 och försegla den samtidigt. Denna förseglingsmekanism har en enkel struktur, snabb förseglingshastighet och kan samtidigt slutföra smältningen och skärningen och förseglingen av filmen. På grund av svetsfogens begränsning är dock tätningshållfastheten relativt liten och den är lätt att öppna. Den är endast lämplig för innerförpackning av små mängder fint pulver och granulerade föremål.
Pulssmältande värmeförsegling
Smältvärmeförseglingen kräver frekvent uppvärmning av bladet och ståltråden, medan den pulsskärande värmeförseglingen är den motsatta, som visas i figur 6-9. När tryckplattan 6 driver den gjutna legeringstråden 1 för att pressa filmen 2 på det värmebeständiga gummit 3, aktiveras nickel-kromlegeringstråden 1 omedelbart och fortsätter att pressa den uppvärmda och smälta tätningsdelen tills den släpps efter kylning. Denna metod kan också fullborda smältningen och förseglingen av filmen samtidigt.
Smältvärmeförsegling
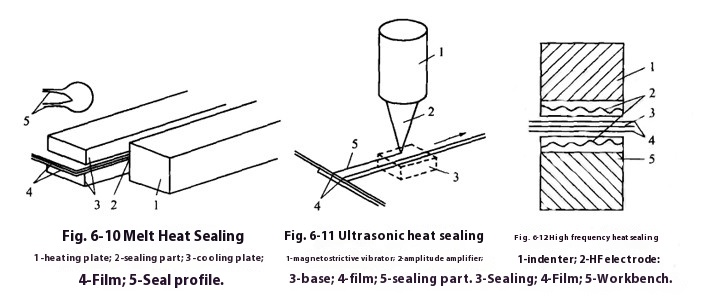
Som visas i figur 6-10 är det att föra värmeplattan 1 eller lågan nära ena änden av den överlagrade filmen 4 för att smälta och binda dem. Denna metod kan göra att den värmekrympbara biaxiellt orienterade polypropenfilmen har en stark tätningshållfasthet.
Ultraljudsvärmeförsegling
Som visas i figur 6-11 är denna värmeförseglingsmekanism sammansatt av en högfrekvent oscillator, en magnetostriktiv vibrator 1 som omvandlar högfrekvent elektrisk energi till longitudinell vibration och en exponentiell kurvamplitudförstärkare 2 som överför den longitudinella vibrationen till filmen. Under värmeförsegling orsakar den ultraljudsvibration som överförs av den exponentiella kurvamplitudförstärkaren att filmens 4 överlappande yta värms upp och smälter och binder.
Denna förseglingsmetod kännetecknas av värmealstring i mitten av filmöverlappningen, vilket är lämpligt för kontinuerlig försegling av filmer som lätt krymper av värme, såsom biaxiellt sträckta filmer. Den kan värmeförsegla en mängd olika plastfilmmaterial (som polypropen, nylon, aluminium-plastkompositmaterial, polyoxietylenburkar, etc.), och kan förseglas väl även om förpackningsmaterialet av misstag förorenats av vatten, olja, etc. under materialfyllning. Den har också hög tätningskvalitet för plaster som är benägna att krympa genom värme eller termisk nedbrytning. Det är särskilt lämpligt för värmeförsegling i förpackningar av livsmedel, medicin, radio och elektroniska komponenter som är känsliga för värmestrålning, och används ofta i påsframställningsmaskiner eller automatiska förpackningsmaskiner.
Högfrekvent värmeförsegling
Som visas i figur 6-12 är högfrekvent värmeförsegling att pressa filmen 4 med en högfrekvenselektrod 2, lägga till en högfrekvent spänning och värmeförsegla genom den dielektriska förlusten av polymeren. Temperaturen på tätningsdelen är den högsta vid tätningsytan, så filmen kommer inte att överhettas och tätningshållfastheten är hög.
Värmeförseglingstiden för värmepressförseglaren är relaterad till uppvärmningstemperatur, uppvärmningsmetod, filmmaterial, filmmaterialtjocklek och förseglingstryck. För filmmaterial av samma material och tjocklek, när förseglingstrycket är konstant, ju högre uppvärmningstemperatur, desto kortare värmeförseglingstid. Värmeförseglingsuppvärmningstemperatur, tryck, tid och andra parametrar bör bestämmas med experimentella metoder baserade på det förseglade materialets mekaniska och fysikaliska egenskaper.
Slutsats
En värmeförseglingsmaskin är en maskin som förseglar förpackningsbehållare genom värmeförsegling. Det används ofta för värmeförsegling av olika plastpåsar. Att förstå mångfalden av värmeförseglingsmetoder – från enkelheten med plattvärmeförsegling till de avancerade funktionerna för ultraljudsförsegling – gör det möjligt för tillverkare att välja den mest effektiva och lämpliga lösningen för sina förpackningsbehov. Varje förseglingsmetod erbjuder specifika fördelar baserat på material, produktionshastighet och kvalitet som krävs. Genom att välja rätt teknik kan företag förbättra förpackningseffektiviteten, minska avfallet och säkerställa högkvalitativa tätningar som uppfyller industristandarder.









