I den moderna förpackningsindustrin används en mängd olika maskiner för att automatisera olika processer som säkerställer att produkterna är korrekt märkta, förseglade och skyddade för distribution. Märkningsmaskiner, krympförpackningsmaskiner, förseglingsmaskiner och bandningsmaskiner fyller alla viktiga funktioner i förpackningslinjen, optimerar effektiviteten och bibehåller produktens integritet. Från att applicera etiketter på behållare till att krympa filmer tätt runt föremål och säkra kartonger för transport, dessa maskiner hjälper till att förbättra förpackningskvaliteten och effektivisera produktionen. Att förstå funktionerna, typerna och tillämpningarna för varje maskin är avgörande för företag som vill förbättra sina förpackningsprocesser och möta industristandarder.
Märkningsmaskin
En etiketteringsmaskin är en maskin som klistrar fast etiketter tryckta med namn, ingredienser, funktioner, användnings- och öppningsmetoder, varumärkesmönster etc. på maten i förpackningsbehållaren på en viss del av behållaren. Se bilden på etikettmaskinen.
Det finns många typer av märkningsmaskiner beroende på syftet med förpackningen, vilken typ av förpackningsbehållare som används och vilken typ av märkningslim.
Vanligt använda etikettmaskiner klassificeras enligt följande:
(1) Beroende på graden av automatisering av operationen är de uppdelade i halvautomatiska etiketteringsmaskiner och automatiska etiketteringsmaskiner;
(2) Beroende på typen av behållare kan de delas in i förtennade tunn stålplåtsetiketteringsmaskiner för runda burkar, glasflaskor och burketikettmaskiner etc.;
(3) Enligt behållarens rörelseriktning kan de delas in i horisontella etikettmaskiner och vertikala etikettmaskiner; (4) Beroende på behållarens rörelseform kan de delas upp i etiketteringsmaskiner för raka etiketter och etiketteringsmaskiner för skivspelare.
Vanligt använda etiketteringsmaskiner är följande: (1) Gantry-etiketteringsmaskin; (2) Roterande gaffeletiketteringsmaskin; (3) Vakuumsugetiketterings- och pressningsmaskin; (4) Roterande etiketteringsmaskin; (5) Maskin för vakuumtrumma, etc.
Gantry märkningsmaskin
Såsom visas i figuren lagras etiketten i etikettlådan 2; den pressas av vikten 3 och glider ner längs med sluttningen. Etiketttagningsvalsen 1 roterar kontinuerligt, tar ut etiketterna en efter en, passerar genom etikettdragrullen 4 och beläggningsrullen 5 nedåt, belägger dem med lim och matar sedan in dem i etikettavlägsningsguiden 8 och håller dem upprätt. När flaskan passeras genom portalen, dvs. etikettens tapparstyrning, av transportbandet, tas etiketten bort av flaskan, och passerar sedan genom kanalen mellan de två raderna av borstar 10 och jämnas ut på flaskans yta av borsten.
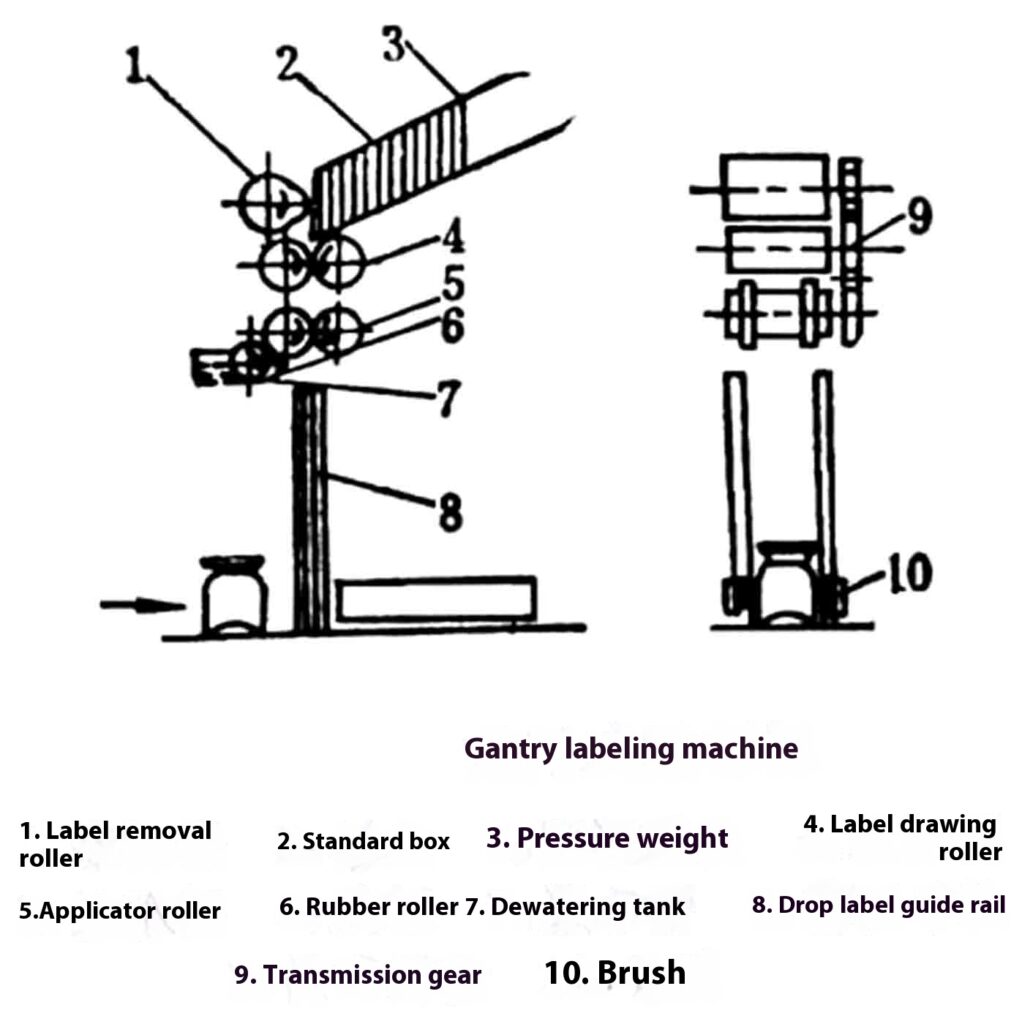
Denna etikettmaskin är endast lämplig för att klistra in etiketter med en bredd som är ungefär lika med halva omkretsen av flaskkroppen. Den är inte lämplig för etiketter som är för breda eller för smala, och kan endast klistras på cylindriska flaskor. Produktionskapaciteten är cirka 1500 till 1800 flaskor i timmen, vilket är lämpligt för små och medelstora livsmedelsfabriker.
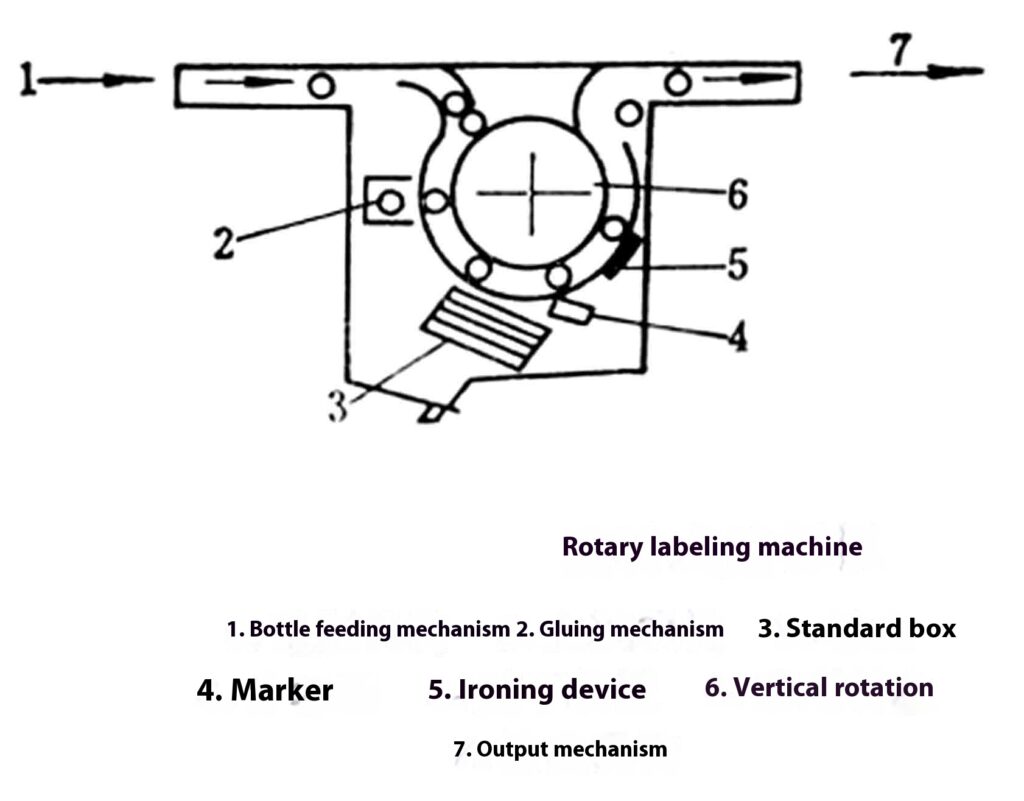
Roterande gaffeletiketteringsmaskin
Såsom visas i figuren roterar den roterande gaffeln 7 intermittent. När den är i rätt läge som visas i figuren, beläggs den med lim av limrullen 6, rullen 5 och bestrykningsrullen 3 i limtanken 2. När den roterande gaffeln vrids till det övre läget tas en etikett ut från etikettbassängen 4. När gaffeln vrider sig till det nedre läget trycker flaskan genom flaskan och trycker sedan igenom flaskan för att flaskan 1 trycker igenom flaskan för att sedan trycka igenom flaskan. borsta
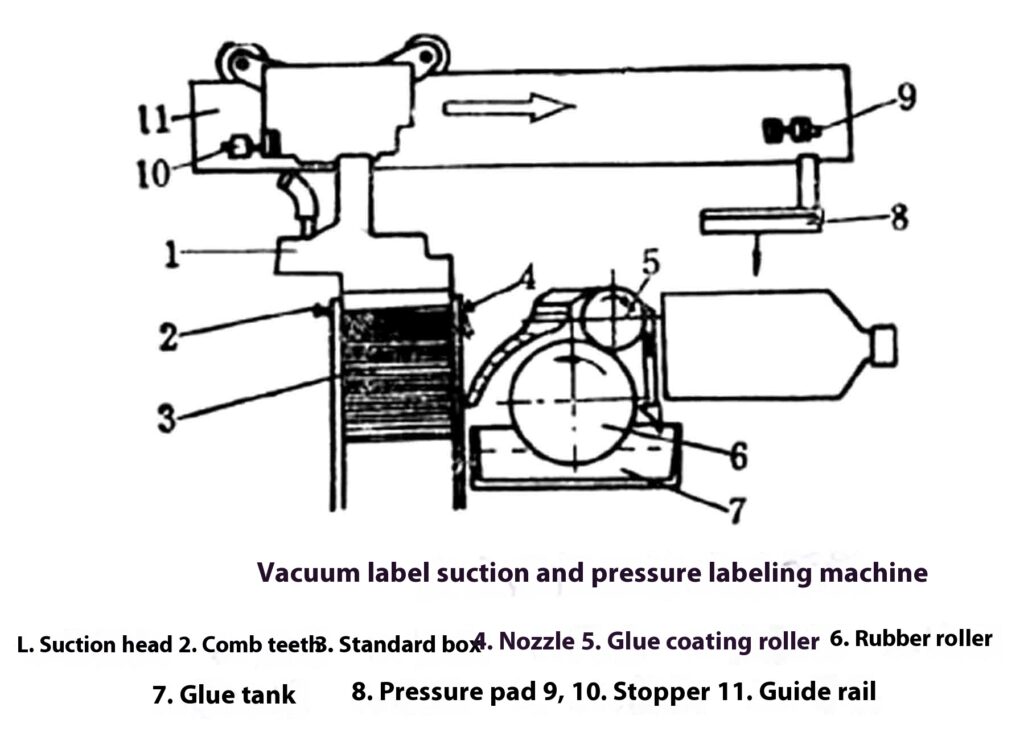
Vakuum etikett sug och pressande etikett maskin
Se figuren, som består av ett vakuumetikettsughuvud 1, en etikettlåda 3, en limrulle 5 och en limrulle 6, en tryckdyna 8 och en styrskena 11. Etikettsughuvudet rör sig åt vänster och höger längs styrskenan och begränsas av buffertblock 9 och 10. När suget är i det vänstra ändläget vrids etiketten på vakuumetiketten och vänds på etikettlådan. vakuumsug. För att säkerställa att endast en etikett sugs varje gång, finns ett munstycke 4 och en kam 2 på den övre delen av etikettlådan. Efter att ha tagit etiketten, rör sig etikettsughuvudet åt höger, och limrullen 6 och limrullen 5 applicerar lim på etiketten under rörelsen. När den stöter på blocket 9, slutar den att röra sig och sjunker för att skicka etiketten till flaskan. Vakuumet kopplas bort, etiketten fästs på flaskan, etikettsughuvudet går tillbaka, och sedan sjunker tryckdynan 8, och den gummianslutna tryckdynan trycker etiketten på flaskan. Etikettmaskinen har en produktionskapacitet på 2 400 flaskor i timmen och är mycket anpassningsbar.
Roterande etiketteringsmaskin
Den består av en flaskmatningsmekanism, en vertikal skivspelare, en limmekanism, en etikettlåda och en järnanordning, som visas i figuren. När den roterar till ett visst läge slutför den limnings-, märknings- respektive tröstningsarbetet och skickas sedan ut av transportbandet.
Märkningsmaskin för vakuumtrumma
Arbetsprocess: Flaskor och burkar skickas av plåttransportbandet 1, och sedan separeras flaskorna som skickas i rader med ett visst avstånd och skickas till vakuumtrumman 3 av flaskmatningsskruven 2. När flaskorna passerar genom flaskmatningsskruven 2 utlöses enheten "ingen flaska, ingen etikett" och kretsen kopplas ur. Vid denna tidpunkt utför etikettlådan 6 en normal svängnings- och rörelsesammansättningsrörelse för avlägsnande av etiketten. Vakuumtrumman 3 roterar moturs och det finns sex märkningssektioner på trummans cylindriska yta.
Varje sektion har en grupp vakuumhål som spelar rollen som etikettborttagning. Vakuumanslutningen och -bortkopplingen realiseras genom rörelsen av slidventilen i vakuumtrumman. När en flaska levereras närmar sig etikettlådan 6 trumman och rullen på etikettlådans fäste vidrör ventilen på vakuumtrummans glidventil, så att vakuumtrumman ansluts till motsvarande vakuumhål vid etikettlådans position, och en etikett sugs från etikettlådan 6 som är fäst vid den. Därefter rör sig etikettlådan bort från trumman och etikettsektionen med etiketten passerar genom kodtryckanordningen 5 och limbeläggningsanordningen 4, och fabriksdatum och lämplig mängd lim skrivs ut. Trumman fortsätter att rotera, och etiketten som är belagd med lim möter flaskan som levereras av flaskmatningsskruven 2. Av denna anledning bör hastigheten på flaskmatningsskruven vara väl anpassad till trummans rotationshastighet, så att flaskan och etikettstationen på trumman möts exakt. Vid denna tidpunkt växlar ventilen i trumman sitt sughål för vakuumetiketten från anslutning till vakuum till direkt anslutning till atmosfären. Etiketten tappar vakuumsugkraften och separeras fritt från vakuumtrumman och fäster på flaskan. När flaskan och etiketten möts kilar flaskan mellan trummans gummisektion och svampgummit 8. Drivs av trummans friktion börjar flaskan att rotera runt sin egen axel och etiketten rullas på flaskan.
Den märkta flaskan fortsätter att transporteras framåt av plåttransportbandet och går in i kanalen som bildas av det gnuggande transportbandet 7 och den andra svampgummikudden. Flaskan gnuggas framåt och etiketten rullas platt och fastare.
Krympförpackningsmaskin
Den så kallade värmekrympförpackningen (även känd som krympförpackning eller värmekrympförpackning) är att använda plastfilm med värmekrympbarhet som förpackningsmaterial för att slå in föremål, och sedan snabbt föra förpackningen genom en värmekammare av lådtyp (eller krymptunnel) vid en viss hög temperatur. Snabb värmebehandling, förpackningsfilmen krymper av sig själv i ett visst förhållande och passar tätt mot det förpackade föremålet för enkel transport eller försäljning.
Det kan ses att plastfilmens prestanda spelar en avgörande roll vid krympförpackningar. Allmän plastfilm tillverkas vanligtvis genom extrudering, kalandrering och lösningsmedelsgjutning. Värmekrympfilmen är en arkfilm (eller rörformig film) gjord på detta sätt, som sedan sträcks flera gånger i längd- eller tvärriktningen, så att filmens molekylkedja eller specifika kristallplan orienteras parallellt med filmytan, vilket ökar filmens styrka och transparens. Samtidigt, om en viss temperatur ges när filmen sträcks, ökas filmens förlängningsförhållande före stelning till 1:4 till 1:7 (förlängningsförhållandet för vanlig film är 1:2), vilket gör att filmen har den erforderliga värmekrympningsförmågan vid förpackning.
Krympfilmer är grovt indelade i två kategorier enligt deras tillverkningsmetoder och användningsområde: den ena är att filmens förlängning i längsgående och tvärgående riktningar under bearbetningen är nästan lika, vilket kallas en biaxiell sträckvärmekrympfilm. Den andra är att filmen sträcks i endast en riktning under tillverkningen, vilket kallas en uniaxial sträckningsvärmekrympfilm.
Tillämpningsområdet för biaxiala filmer är mycket brett, och kan användas för att förpacka färsk mat eller matbrickaförpackningar etc. Enaxlig film används ofta för krympförpackningar och etikettförpackningar av rörformig film, såsom etikettförpackningar med vinbehållare, förseglade förpackningar med plastflaskor och glasflaskkapslar, och hylsförpackningar av färsk frukt och grönsaker.
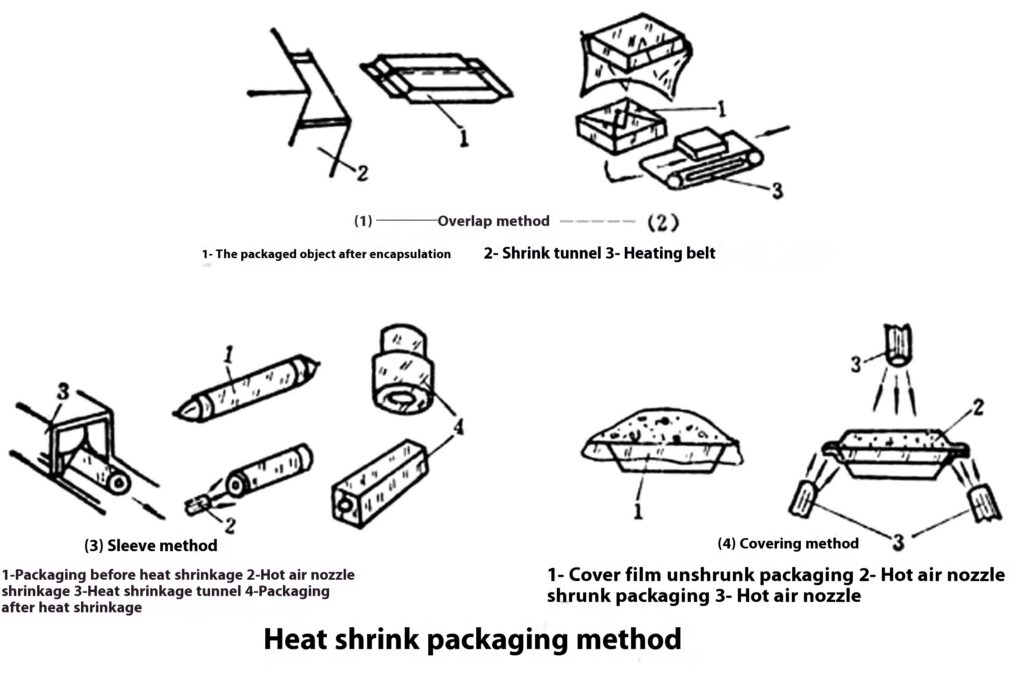
Det finns tre metoder för värmekrympförpackning: (1) Överlappande krympförpackningsmetod; (2) Hylskrympförpackningsmetod; (3) Förpackningsmetod för omslagskrymp
Det finns två metoder för uppvärmning av krympfilm: krymptunnel och varmluftspistol.
Värmekrympförpackningsmetod
(1) Överlappningsmetod. Som visas i figurerna (1) och (2), placeras det förpackade föremålet i en värmekrympfilmpåse 1, förseglas och krymps genom en värmekanal 2, eller som visas i figur (2), täcks en värmekrympfilm på det förpackade föremålet, viks från de fyra hörnen till botten av det förpackade föremålet till en form 1, och sedan krymps det på ett bälte.
(2) Hylsmetod. Linda in cylindrisk eller rektangulär mat med rörformig krympfilm, rulla filmen i cirka 20 mm och lämna 30-50 mm marginal i längdriktningen. Värm först och dra åt de två ändarna och krymp sedan det hela, som visas i figur (3).
(3) Täckningsmetod. Den används för att förpacka behållare med kanter. Det är en metod för att värma och krympa den nedre kanten av behållaren eller brickan. Som visas i figur (4).
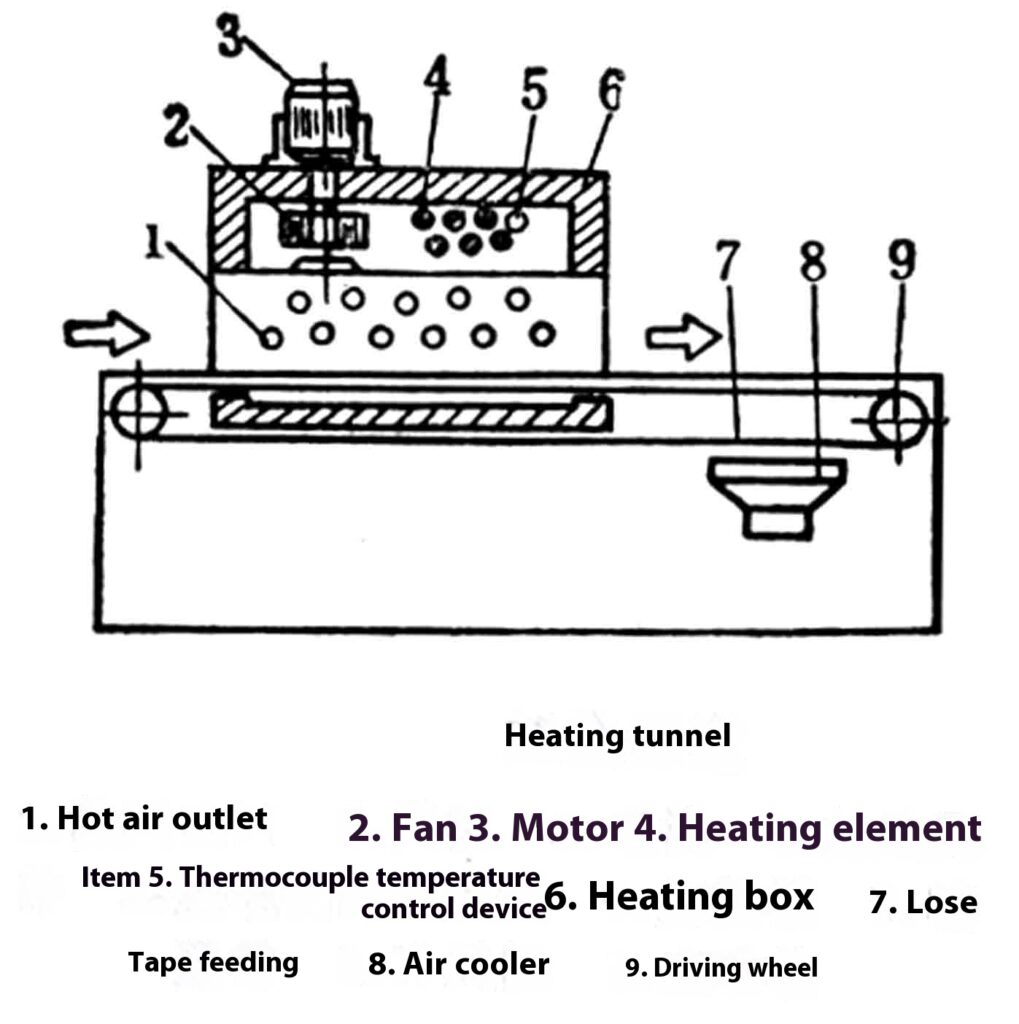
Värmekrympuppvärmningsmetod
(1) Krympkanaluppvärmning Se figuren. Den består av en värmelåda 6 fodrad med isoleringsmaterial, ett transportband 7, ett drivhjul 9 och en kallluftsfläkt 8. Det finns inget värmeelement 4 i värmelådan. Varmluftscirkulationen åstadkommes av fläkten 2 och temperaturkontrollanordningen 5. Förpackningen matas in av transportbandet; den värms upp när den passerar genom kanalen. För att göra förpackningsfilmen jämnt uppvärmd används en elektrisk fläkt för att cirkulera luften, och temperaturen i lådan stabiliseras av temperaturkontrollanordningen (temperaturskillnaden är inom ± 5 grader). Efter uppvärmning och krympning kyls den av kallluftsfläkten.
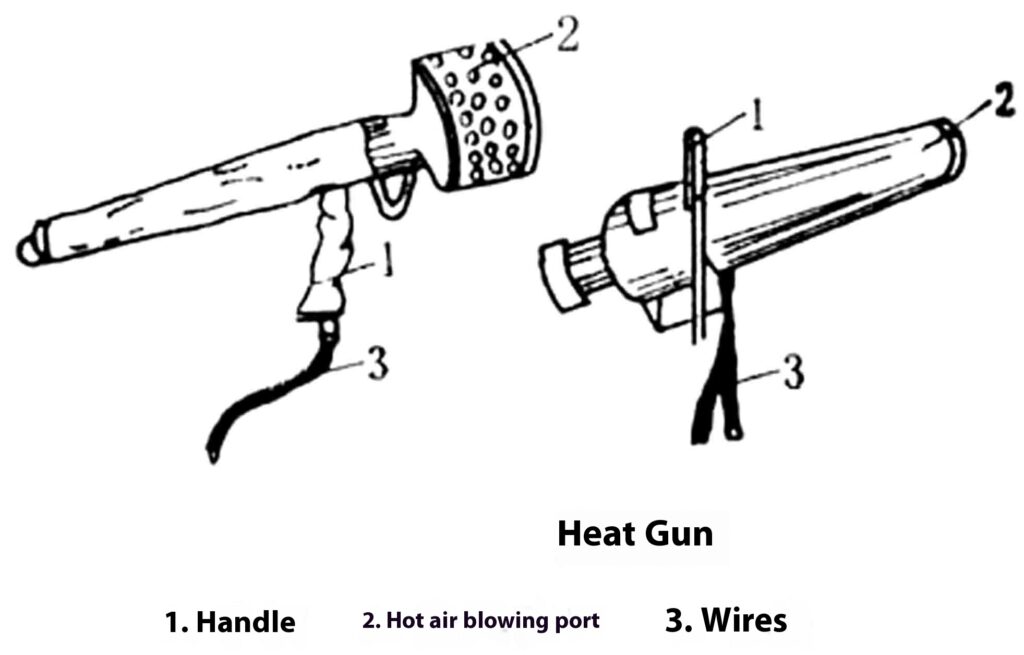
(2) Manuell uppvärmning med varmluftspistol För krympförpackningar med små partier som inte är lämpliga för att bygga en dedikerad värmekanal kan en varmluftspistol användas för manuell uppvärmning. Varmluftspistolens struktur visas i figuren ovan.
Medelstor fyrsidig förseglingsmaskin
För förpackningar med en storlek på 200-500 mm i bredd och 250-1500 mm i längd kan en medelstor fyrsidig förseglingsmaskin som visas i figuren användas.
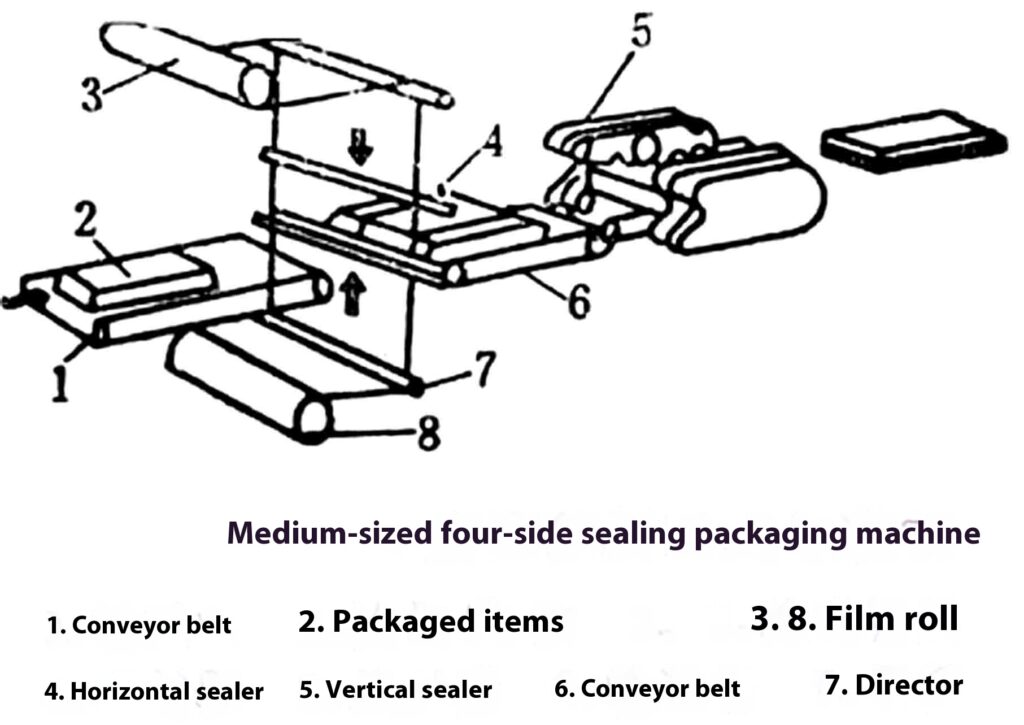
De övre och nedre rullarna av film 3 och 8 styrs till den tvärgående förseglingen 4 för värmeförsegling av styrrullen 7. Materialet 2 matas av transportbandet 1. Efter att det rör sig mot filmen till en förutbestämd längd, aktiveras den tvärgående förseglingen för att slutföra den tvärgående förseglingen av de främre och bakre förpackningarna och klippa av dem endast efter att de tvärgående förpackningarna har klippts av och klippt av dem. längsgående tätning). Sedan kompletterar den längsgående tätningen 5 av bältestyp de två sidoförseglingarna och matar dem sedan för uppvärmning och krympning.
Externa förpackningsmaskiner
I processen med livsmedelsindustrins förpackningsmekanisering utvecklades mekaniseringen av livsmedelsförpackningar och interna förpackningar tidigare och bildade gradvis en komplett produktionslinje med bearbetningsmaskineriet från den tidigare processen. Yttre förpackningsmaskiner har utvecklats i modern tid med de akuta behoven av industriell produktionsutveckling. Mekaniseringen av ytterförpackningen kan inte bara minska arbetsintensiteten, utan också avsevärt förbättra arbetseffektiviteten.
Yttre förpackningsoperationer innefattar i allmänhet fyra aspekter: förberedelse av yttre förpackningslådor (till exempel öppnande och formning av staplade, vikta platta kartonger); förpackningsbehållare innehållande livsmedel; tätningslådor; buntning och andra fyra processer. Maskinerna som slutför dessa fyra operationer kallas lådformningsmaskiner, kartongmaskiner, kartongförseglingsmaskiner och buntningsmaskiner (eller bindningsmaskiner). I modern tid, när dessa enstaka maskiner kontinuerligt förbättras och utvecklas, har helautomatiska förpackningslinjer dykt upp, som kombinerar arrangemang, packning och buntning av förpackad mat, det vill säga ackumulerar små bitar mat i lådor, så att försegling och buntning utgör ett steg.
Eftersom förpackningsbehållare inkluderar burkar, flaskor, påsar, lådor, koppar, etc., och deras former och material är olika, finns det många typer och modeller av yttre förpackningsmaskiner, men eftersom ytterförpackningsoperationer inte är mer än de fyra ovanstående aspekterna, är arbetsprinciperna och driftsprocedurerna för många liknande maskiner lika.
Case förpackningsmaskin
En kartongförpackningsmaskin packar vanligtvis burkar, flaskor, påsar, lådor etc. med förpackade produkter i kartonger gjorda av wellpapp. Metoden för förpackning i lådan varierar beroende på produktens form och behov. Till exempel är buteljerade produkter i allmänhet i upprätt läge, och efter att ha tryckt på varandra, införs de i kanalen för att bilda det erforderliga arrangemanget, och skjuts in i lådan uppifrån och ner eller från botten till toppen i vertikal riktning.
Konserverade produkter kan förpackas på liknande sätt som de ovan nämnda produkterna på flaska. Konserverade produkter kan också rullas horisontellt genom avdelaren. Det bildade arrangemanget är precis i linje med läget för öppningssidan av lådan. Burkarna liggande och snyggt ordnade skjuts in i lådan horisontellt. När du använder en låda med öppning i ena änden kommer burkarna att skjutas eller greppas in i lådan vertikalt.
Kartongförpackningsmaskinen som används för kartongerade mjölkprodukter är också en speciell typ av maskin. Denna typ av kartongförpackningsmaskin använder en gripare för att packa kartongen vertikalt i lådan, samlar upp kartongen i ett visst arrangemang i vertikal riktning och använder en maskin för att trycka behållaren till önskad position vid en bestämd tidpunkt.
Det finns många typer av kartongmaskiner, som grovt kan delas in i tre kategorier:
(1) Blank kartongmaskin för wellpapp. De plana wellpappkartongämnena staplas på ställningen och viks. Varje gång ett ark skickas ut ställs det upp i en lådform och laddas med den förpackade maten och förseglas sedan. Maten i lådan tillförs manuellt eller automatiskt.
(2) Lådformande förpackningsmaskin för wellpapp. Wellpapplådan är utformad på samma sätt som den första typen. Under transporten drivs boxmatningsmaskinen samtidigt av transportören som levererar den förpackade maten, och maten laddas och förseglas sedan.
(3) Förpackningsmaskin för förpackning av wellpapp. Detta är en maskin som skickar ut de enstaka arken av wellpapp med viklinjer staplade på stativet en efter en, trycker den förpackade maten på en viss del av kartongen och sedan gör lådan enligt kartongens viklinje och utför limförsegling. Efter att lådan är förseglad töms den för att slutföra operationen. Detta kallas allmänt för push wrap-metoden.
Eftersom syftet med förpackningen är att förhindra att mat skadas under transporten och att leverera den till säljaren intakt, samt att underlätta uppackning innan försäljning, behöver förpackningstekniken kontinuerligt förbättras.
Beroende på åtgärden under packningen kan den delas in i: vikningsmaskin; pressande förpackningsmaskin; fallande förpackningsmaskin.
Tätningsmaskin
Tätningsmaskinen är en pneumatisk automatisk tätningsanordning. Den används för att försegla och märka kartonger som har packats med konserver eller annan förpackad mat.
Maskinens struktur: består huvudsakligen av rullar, lyfthylscylindrar, stegformade transportörer, viktungor, övre och nedre pappersmagasin, övre och nedre vattencylindrar, tryckrullar, övre och nedre pappersskärare, pneumatiska system, etc.
Maskinens huvudsakliga arbetsprocess är: den öppna kartongen fylld med konserver, påsar, lådor och andra förpackade livsmedel vänds direkt av kartongstödplattan på kartongförpackningsmaskinen på maskinens rulle, och sedan lägger operatören av kartongförpackningsmaskinen till en dragkraft, och kartongen glider längs den lutande rullen till den främre änden och rör vid färdbrytaren. Vid denna tidpunkt börjar lyfthylscylindern i botten av rullen att stiga under verkan av det pneumatiska systemet, och kartongen skickas till toppen av ringbalken med stegtransportören. Efter att kartongen är på plats ansluts signalen, åtgärdskommandot utfärdas och stegtransportören börjar röra sig.
Den stegvisa transportmekanismen drivs av cylindern för att röra två tryckstänger fram och tillbaka. Varje gång en kartong kommer, går den fram och tillbaka en gång, och kartongen skjuts gradvis från denna process till nästa process av tryckklorna på tryckstången. Den öppna kartongen skjuts in i den välvda ramen med tryckklon på stegtransportören. Först svängs den lilla viktungan på baksidan av lådan av vikkroken, och viktungan på kartongens framsida stängs av den fasta vikningsanordningen under tryckprocessen. Därefter stängs lådans stora viktunga av de fällbara tungplåtarna på båda sidor och pressas platt av baffeln vid stjärten. Kartongen skjuts in under tryckrullen och skjuts till nästa förseglingsprocess. Papperstejpen som används som försegling är installerad på det övre pappersfacket. Efter att papperstejpen har letts ut genom konsolen, vätas den av vattenbeläggningsanordningen och leds sedan till den övre delen av kartongen (den nedre delen av kartongen har också samma tätningsanordning), och pressas på lådan av den övre tryckrullen. När lådan transporteras framåt av transportörens tryckklo, klistras papperstejpen gradvis på lådan framifrån och bak. Tryckklon på stegtransportören skjuter sedan kartongen framåt till pappersskärningsdelen. När lådan har stannat, rör sig skäraren nedåt (den nedre skäraren rör sig uppåt) för att skära av papperstejpen. Rullarna installerade på båda sidor av skäraren rullar sedan papperstejparna från den bakre änden av föregående låda och den främre änden av nästa låda på lådan, så att de övre och nedre tätningarna bildar en "dörr" och en U-form för att försegla lådan. Den förseglade kartongen transporteras sedan till nästa process med tryckklon. Om en självhäftande tätning används kan vattenbeläggningsanordningen utelämnas.
Automatiska kartongförseglingsmaskiner används vanligtvis i produktionen för att förbättra produktionseffektiviteten.
Bandningsmaskin
Bandningsmaskinen är en maskin som används för att banda olika kartonger eller förpackade föremål av olika storlekar med hjälp av olika rep och bälten. Bandningsmaskiner har utvecklats snabbt, med en mängd olika typer och olika stilar. De huvudsakliga klassificeringsmetoderna för maskintyperna är: A Beroende på graden av automatisering av maskinen är den uppdelad i automatiska bandningsmaskiner och halvautomatiska bandningsmaskiner; B Enligt insättningsmetoden för bandningsbältet är det uppdelat i penetrationsbandningsmaskiner och lindningsbandmaskiner; C Beroende på materialet i bandningsbältet är det uppdelat i pappersbandningsmaskiner och automatiska bandningsmaskiner.
Slutsats
Användningen av etiketterings-, krympförpacknings-, förseglings- och bandningsmaskiner inom förpackningsindustrin förbättrar avsevärt hastigheten, noggrannheten och effektiviteten i förpackningsoperationerna. Oavsett om det gäller att applicera exakta etiketter på behållare, att krympa filmer för att passa produkter, försegla kartonger säkert eller att spänna fast dem för transport, arbetar dessa maskiner tillsammans för att säkerställa att produkterna är säkert och professionellt förpackade. När automatiseringen fortsätter att utvecklas kommer förpackningsmaskiner att spela en ännu större roll för att optimera produktionslinjer och möta den växande efterfrågan på högkvalitativa förpackningslösningar inom olika branscher.









