導入
ヒートシールは、熱と圧力でプラスチックフィルムを接着するために使用される、包装業界では欠かせないプロセスです。材料の種類と特定の包装ニーズに基づいて、ヒートシールのさまざまな方法には明確な利点があります。ポリエチレンフィルム、複合材料、または敏感な製品用の特殊フィルムのいずれをシールする場合でも、適切なヒートシール方法を選択すると、製品の完全性を維持する強力で耐久性のあるシールを確保できます。このガイドでは、プレート、ローラー、パルス、超音波シールなどの最も一般的なヒートシール方法と、包装におけるそれらの用途と利点について説明します。
加熱・加圧方法の違いにより、ヒートシール機のヒートシール方式は以下の種類に分けられます。
プレートヒートシール
プレートヒートシールは最も一般的なヒートシール方法であり、加熱プレートを使用して断続的に加熱および加圧し、プラスチックフィルムのシールを実現します。ヒートシールの原理を図6-2に示します。シールする2層のフィルム3は、加熱プレート1と作業台5の間を搬送され、次に固着防止材4にしっかりと押し付けられます。一定の温度に加熱された加熱プレート1と作業台5(定温制御)は、加熱および加圧され、その後冷却されてしっかりとシールされます。
一般的に使用される固着防止材料は、耐高温ポリテトラフルオロエチレンまたはガラスクロスであり、主にTテーブルとフィルム材料層の接着を防ぎ、袋の口を美しく密封し、作業台を清潔に保つことができます。加熱プレート1に設置された電熱線2は、加熱プレートを加熱します。加熱温度は通常、抵抗温度測定素子によって検出され、温度表示器によって表示されます。温度は、電圧レギュレータまたは抵抗器によって調整されます。高品質のシール継ぎ目を確保するために、加熱プレートのヒートシール面は平らでなければならず、支持面は平らであるか、耐熱ゴムクッションでパッドされている必要があります。加熱プレート1のヒートシール加圧移動機構は、空気圧、油圧、カム、電磁などです。
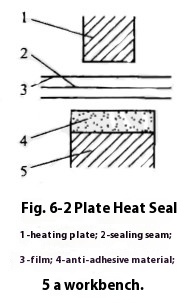
このスラット構造のホットメルトシール装置は、構造と原理が簡単で、シール速度が速く、間欠自動包装機に広く使用されています。主にポリエチレンフィルムとポリエチレン複合フィルムのヒートシールに使用されますが、熱によって収縮したり分解したりしやすいフィルムのヒートシールには使用されません。
ローラーヒートシール
ローラーヒートシールは、連続的に回転するローラーで圧力を加え、一対のローラーのうちの1つまたは2つのローラーで加熱してプラスチックフィルムをシールする方法です。
ローラーヒートシールの原理を図6-3に示します。シールする2層のフィルム2を一対の加熱ローラー1(または1つの加熱ローラーのみ)に通すと、加熱・加圧され、その後冷却されて密閉されます。加熱ローラーには抵抗ヒーターが設置されており、電流は機械から絶縁された配線装置(ブラシ、スリップリング、ワイヤーなど)を介して加熱線に伝達されます。温度を調整する装置とヒートシールローラーの温度を検出して表示する装置と機器は外部に設置されています。
ローラーヒートシールの特徴は連続シールであり、ベースフィルム(セロハン)とヒートシールフィルム(ポリエチレン)で構成された複合フィルムのヒートシールに適しています。製袋、充填、シールなどの複数の機能を備えた一部の連続自動包装機では、ヒートシールローラーは製袋包装フィルム材料の縦方向のヒートシールを完了できるだけでなく、包装フィルム材料ベルトを引っ張って運ぶ役割も果たします。単一フィルムの場合、熱により変形しやすく、シール品質に影響を与えるため、使用には適していません。
ベルトヒートシール
図6-4に示すように、2層のフィルム2を互いに反対方向に回転する一対の円形薄ベルト1(ポリテトラエチレンベルト、スチールベルト、ステンレススチールベルト、ナイロン繊維ベルトなど)の間に挟み、リングベルトの両側に設置された加熱部4で加熱してリングベルト間の2層のフィルムを接着し、その後、冷却部5で冷間プレスしてフィルム2をシールします。シールが完全に形成される前に、一対のエンボスホイールによって予め調整された圧力でシールがエンボス加工され、次に印刷コードホイールによって製造日が印刷され、最後にシールが完成します。
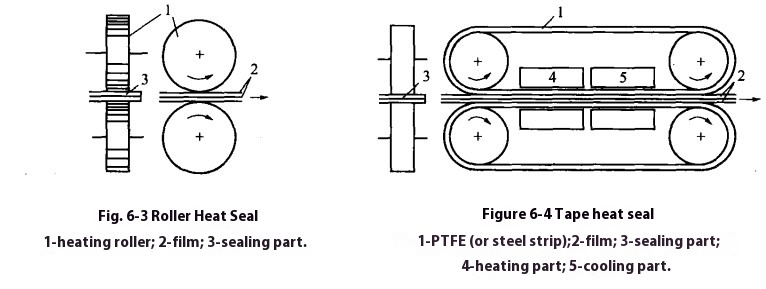
この方式は複合フィルム材料のヒートシールに適しており、変形しやすいフィルムでも連続的にヒートシールでき、シール速度も比較的速いため広く使用されています。
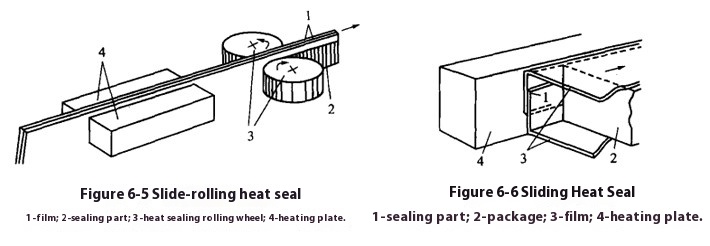
スライディングローラーヒートシール
図6-5に示すように、重なり合った2層のフィルム1は、一対の加熱プレート4の間を通過して加熱され、軟化溶融状態になり、密着したヒートシールローラーホイール3の間を通過するときに圧迫されて溶着されます。このタイプのシール装置の特徴は、抵抗ヒーターとヒートシールローラーホイールがそれぞれ独立した部品であるため、ローラーホイールの構造が簡素化されていることです。全体の構造はシンプルで、幅広い用途があります。
この方法は、フィルム包装材料の連続ヒートシールに適用でき、熱変形が大きいフィルムの連続ヒートシールにも使用できます。機械が予期せず停止すると、電熱板間のフィルム材料が過熱されて失われるため、フィルムの過熱を避けるためにヒーターが自動的に排気できることが求められます。
スライディングヒートシール
スライディングヒートシールは、図6-6に示すように、包装に使用されます。フィルム3を使用して包装物2を包み、加熱プレート4上を滑らせ、包装物によって加えられるわずかな圧力と加熱プレート4の熱を利用して、2層のフィルムの重なり合った部分を接着します。
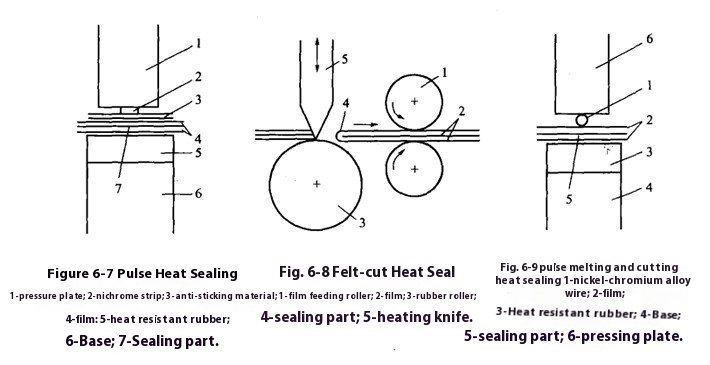
パルスヒートシール
図6-7に示すように、ニッケルクロム合金ストリップ2がフィルム4を耐熱ゴム5に押し付け、ニッケルクロム合金ストリップ2を大電流で瞬間加熱し、その熱を利用してヒートシールします。その特徴は、合金ストリップ2が冷却後にのみヒートシール部分を離れるため、変形しやすいフィルムでもこの方法を使用してヒートシールできることです。この方法は、液体包装や真空包装など、シール強度とシール性に対する要求が高い製品のシールに適しています。この方法は一般に断続シールに適しており、製袋機や自動包装機で広く使用されています。
メルトカットヒートシール
図6-8に示すように、加熱ナイフ5(または鋼線)を使用してフィルム2を溶かして切断すると同時に密封します。この密封機構は構造が簡単で、密封速度が速く、フィルムの溶融と切断と密封を同時に完了できます。ただし、溶接接合面積の制限により、密封強度が比較的小さく、開封しやすいため、少量の微粉や粒状の物品の内装にのみ適しています。
パルス溶融ヒートシール
溶融ヒートシールは刃と鋼線の頻繁な加熱を必要としますが、パルスカットヒートシールは図6-9に示すようにその逆です。圧力プレート6が鋳造合金線1を駆動してフィルム2を耐熱ゴム3に押し付けると、ニッケルクロム合金線1は瞬時に通電され、加熱溶融したシール部分を冷却後に解放されるまで押し続けます。この方法では、フィルムの溶融とシールを同時に完了することもできます。
溶融ヒートシール
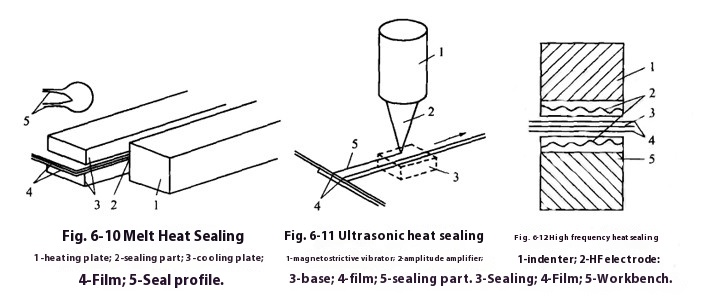
図6-10に示すように、重ね合わせたフィルム4の一端に加熱板1または炎を近づけて溶融接着する方法であり、この方法により、熱収縮性二軸延伸ポリプロピレンフィルムに強いシール強度を持たせることができる。
超音波ヒートシール
このヒートシール機構は、図6-11に示すように、高周波発振器、高周波電気エネルギーを縦振動に変換する磁歪振動子1、縦振動をフィルムに伝える指数曲線振幅増幅器2から構成されています。ヒートシール時には、指数曲線振幅増幅器から伝達される超音波振動により、フィルム4の重なり合った面が加熱され、溶融して接着されます。
このシール方法は、フィルムの重なりの中心部分が発熱する特徴があり、二軸延伸フィルムなど、熱によって収縮しやすいフィルムの連続シールに適しています。ポリプロピレン、ナイロン、アルミプラスチック複合材、ポリオキシエチレン缶など、さまざまなプラスチックフィルム材料をヒートシールでき、材料充填時に包装材料が誤って水、油などで汚染されても、良好にシールできます。また、熱収縮変形や熱分解を起こしやすいプラスチックに対しても高いシール品質を持っています。特に、熱放射に敏感な食品、医薬品、ラジオ、電子部品の包装におけるヒートシールに適しており、製袋機や自動包装機などで広く使用されています。
高周波ヒートシール
図6-12に示すように、高周波ヒートシールは、高周波電極2でフィルム4を押圧し、高周波電圧を加え、ポリマーの誘電損失によってヒートシールします。シール部分の温度はシール面で最も高くなるため、フィルムが過熱せず、シール強度が高くなります。
ヒートプレスシーラーのヒートシール時間は、加熱温度、加熱方法、フィルム材質、フィルム材質の厚さ、シール圧力に関係しています。同じ材質と厚さのフィルム材質の場合、シール圧力が一定の場合、加熱温度が高いほど、ヒートシール時間は短くなります。ヒートシールの加熱温度、圧力、時間などのパラメータは、シールされた材料の機械的および物理的特性に基づいて実験的な方法で決定する必要があります。
結論
ヒートシール機は、包装容器をヒートシールで密封する機械です。さまざまなビニール袋のヒートシールに広く使用されています。プレートヒートシールのシンプルなものから超音波シールの高度な機能まで、さまざまなヒートシール方法を理解することで、メーカーは包装ニーズに最も効率的で適切なソリューションを選択できます。各シール方法は、必要な材料、生産速度、品質に基づいて特定の利点を提供します。適切な技術を選択することで、企業は包装効率を向上させ、廃棄物を減らし、業界標準を満たす高品質のシールを確保できます。









