包装工程では、通常、製品は包装機の供給装置によって計量装置に送られ計量され、その後包装容器に充填され、包装されて包装されます。
ここでは、包装機でよく使用される供給装置と真空包装機で使用される真空ポンプを紹介します。定量計量装置については、充填機の章を参照してください。包装機のセクションでは、包装容器と包装材料供給装置、充填注入装置、包装包装装置の動作原理といくつかの一般的な構造形式も紹介されています。
給餌装置
包装品供給装置の機能は、ホッパーに貯蔵された包装品を包装工程の要求に応じて計量するための品目計量装置に供給し、その後包装機の他の装置が包装操作を実行することである。
包装品の供給装置は、一般的にホッパー、コンベア、フィーダー、ブロッキング防止装置、選別・方向調整装置、駆動装置などから構成されています。包装品の物理的・化学的性質、自然形態、包装工程の要求が大きく異なるため、供給装置にはさまざまな構造形式があります。
供給装置は、供給物の駆動方式によって、重力供給装置(完成品の重力搬送を含む)、ベルトコンベア装置(チェーンコンベア装置を含む)、スクリューコンベア装置、ポンプ装置、ターンテーブルスライド装置、振動供給装置などに分けられます。
供給装置は、構造がシンプルで、操作が確実であり、供給される材料の物理的および化学的特性に適応し、その後の包装プロセス操作と調整できる必要があります。
重力給餌装置
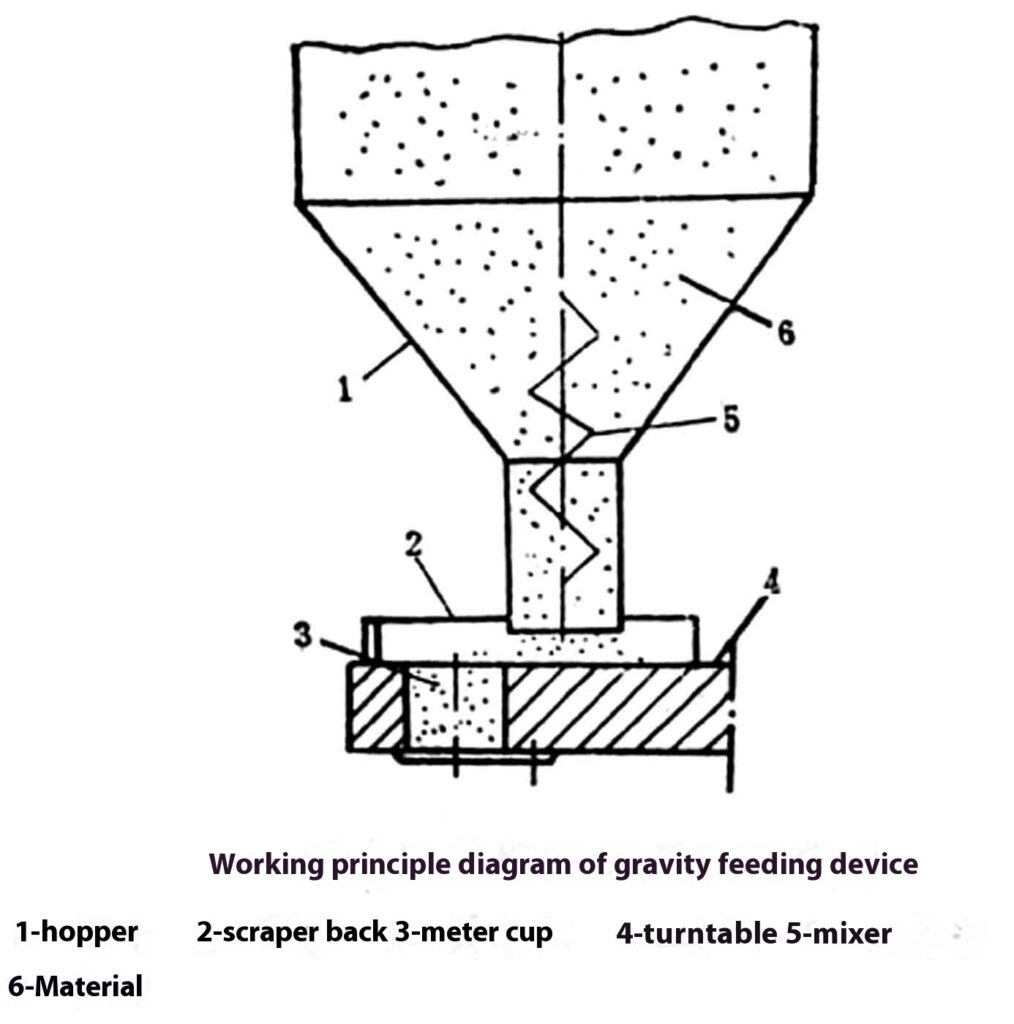
重力供給装置は、重力の作用によりアイテムが高い位置から低い位置へ流れる特性を利用します。アイテムを高い位置に配置し、固定された材料チャネルに沿って低い位置まで流すことで、アイテムの供給操作を実現します。アイテムが材料チャネル内を流れると、アーチやブリッジが形成されやすく、流れが悪くなったり、詰まったりすることがあります。そのため、流路は滑らかで平坦にし、必要な詰まり防止撹拌装置を設置する必要があります。方向性のあるアイテムの場合は、仕分けと方向性配置装置も設置する必要があります。自動方向付けに不便なアイテムは、事前に手動でホッパーに配置して積み重ねる必要があります。
図は粉粒体材料の重力供給装置の動作原理図であり、ホッパー1内の材料は、自身の重量と撹拌機5の作用により、定量回転ディスク4に連続的に流れ、固定スクレーパー2は回転ディスク計量カップ3上の余分な材料を掻き取り、計量操作を実現します。
ピース材料供給装置
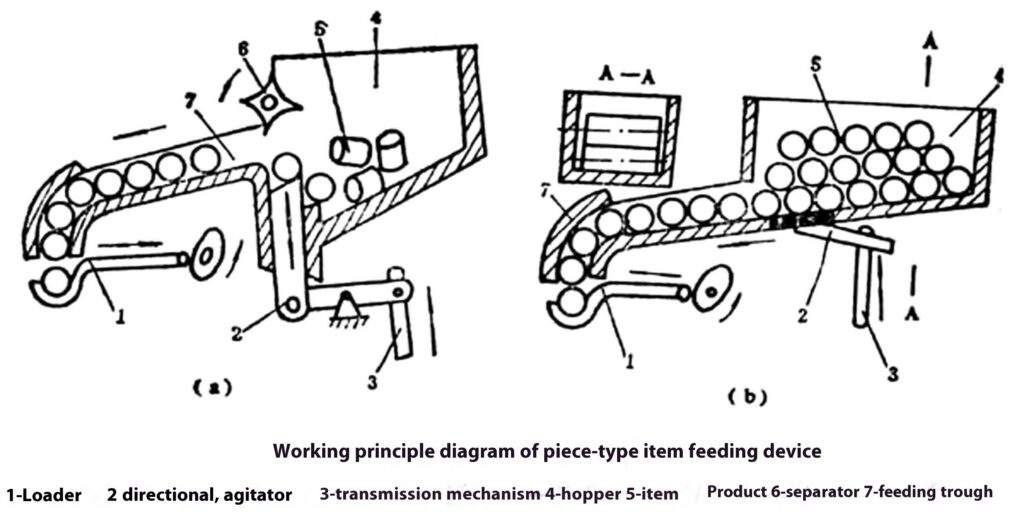
図は、片材供給装置の原理図である。図(a)は、自動選択・配向が可能な片材供給装置を示しており、比較的小さな長さと直径を有する円筒状の片材の自動供給に適している。乱雑な片材はホッパー内に貯留される。配向機構2と排除装置6の作用により、片材はフィードトラフ7内で方向性を持って整列し、自重作用によりフィードトラフに沿ってフィーダー1へ移動し、これにより、片材の間欠供給が実現される。図(b)は、自動選択・配向が容易ではない比較的大きな長さと直径を有する片材用の供給装置を示す。片材は、事前に手動でホッパー内に配置する必要があり、片材の重量と撹拌装置2の作用により、片材はフィードトラフ7に沿ってフィーダー1へ移動し、フィーダーは、片材を次の工程へ送出する。
ベルトフィーダー
ベルト フィーダーは、バルク、ブロック、袋詰め、ピース入りのアイテムの供給に使用でき、さまざまなパッケージング プロセスの要件を満たすために複数のベルトで構成できます。
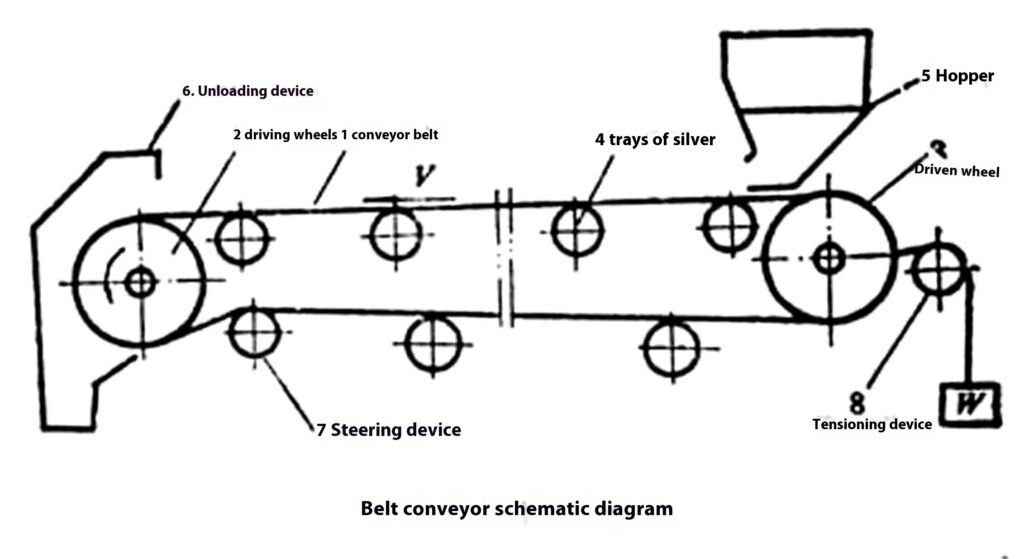
図はベルトコンベアの原理図です。物品はホッパー5から荷降ろし装置6に搬送され、荷降ろしされます。テンション装置8はベルトの張力を調整するために使用され、ステアリングローラー7はラップ角度を大きくしてベルトの搬送能力を確保するために使用されます。
ベルトフィーダーのコンベアベルトは搬送物と接触するため、搬送物の物理的、化学的性質や衛生要件に応じて、対応するベルト材質を選択し、必要な物理的、化学的処理を行う必要があります。コンベアベルトには、綿キャンバスベルト、化学繊維織物ベルト、ゴムキャンバスベルト、ナイロンシートベルト、スチールベルト、金属メッシュベルトなどがあります。ベルトの一般的な物理的、化学的処理方法には、含浸、表面保護層のコーティングなどがあります。
チェーン供給装置
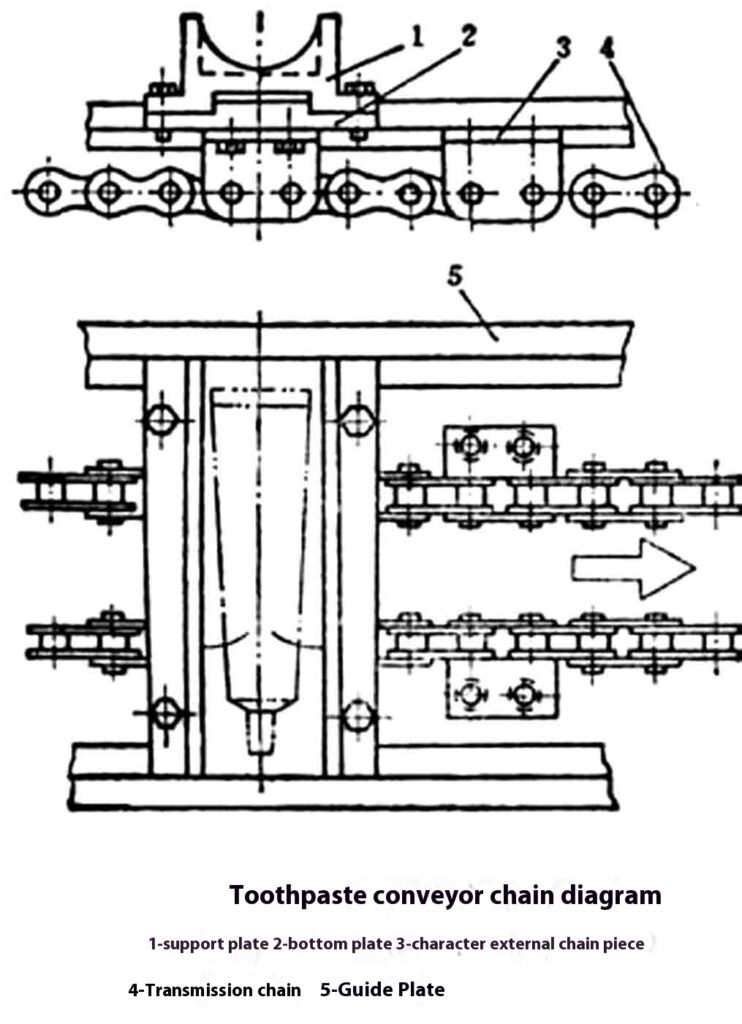
図は、歯磨き粉箱詰め機で歯磨き粉を搬送するためのチェーンコンベアの概略図を示しています。包装品の供給に一般的に使用されるチェーンコンベアの基本構造を図に示します。物品を搬送するための牽引部品は、2つの平行なリングチェーンで構成されています。2つのチェーンは、小さなシャフトまたはスラットで接続されており、2つのチェーンを平行かつ等距離に保ちます。チェーンに特別なチェーンプレートを取り付けるか、2つのチェーン間の小さなシャフト(スラット)にローラーとパレットを取り付けます。プッシュプレートなどのアクセサリを使用して、包装品を前方に移動します。牽引チェーンには、通常、標準のスリーブローラーチェーン、または特別な長いチェーンプレート、フラットチェーンなどを備えたスリーブローラーチェーンが使用されます。チェーンとスプロケットの歯の正しい噛み合い伝達と供給の位置精度を確保するために、通常、チェーン張力調整装置が必要です。
チェーンコンベアは、梱包されたアイテムの正確な配送や輸送中の特定の梱包作業を必要とするピースや茎の配送に適しています。
回転ディスク供給装置
回転ディスクが回転すると、ディスクホッパーに貯蔵された材料は、摩擦と遠心力の作用により回転ディスクの外縁に移動し、ディスクの接線方向に沿って方向性をもって整列し、ディスクの外縁に接する搬送チャネルに入ります。搬送チャネルに特定の搬送装置を設置することで、材料の自動仕分けと方向性のある整列を実現できます。
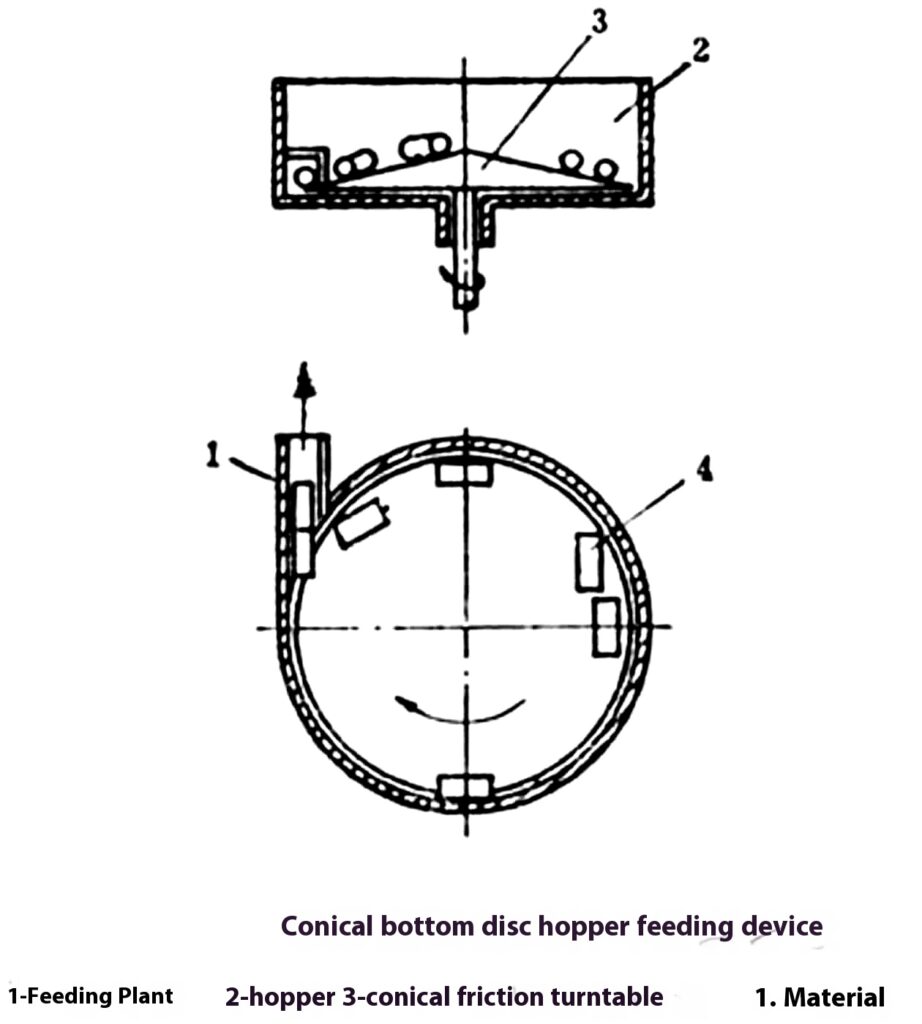
図は円錐底ディスクホッパー供給装置の動作原理図を示しています。円錐底ディスクは、材料が回転ディスクの外縁に移動する傾向を高めることができます。材料はディスクの接線方向に沿って方向性を持って配置され、順番に搬送トラフに入ります。この装置は構造が簡単で、操作が信頼できます。さまざまな小さな柱、スリーブ、カバー、ブロック、シート材料の自動仕分けと方向性供給に適しています。
電磁振動給餌装置
振動式供給装置は、振動技術を利用して、ばらばらの粉末や小物を中・短距離に輸送する装置です。振動体の構造により、直トラフ型とディスクホッパー型に分けられ、励振源の種類により、機械式、電磁式、油圧式、空気圧式に分けられます。ここでは、主に電磁式振動供給装置を紹介します。
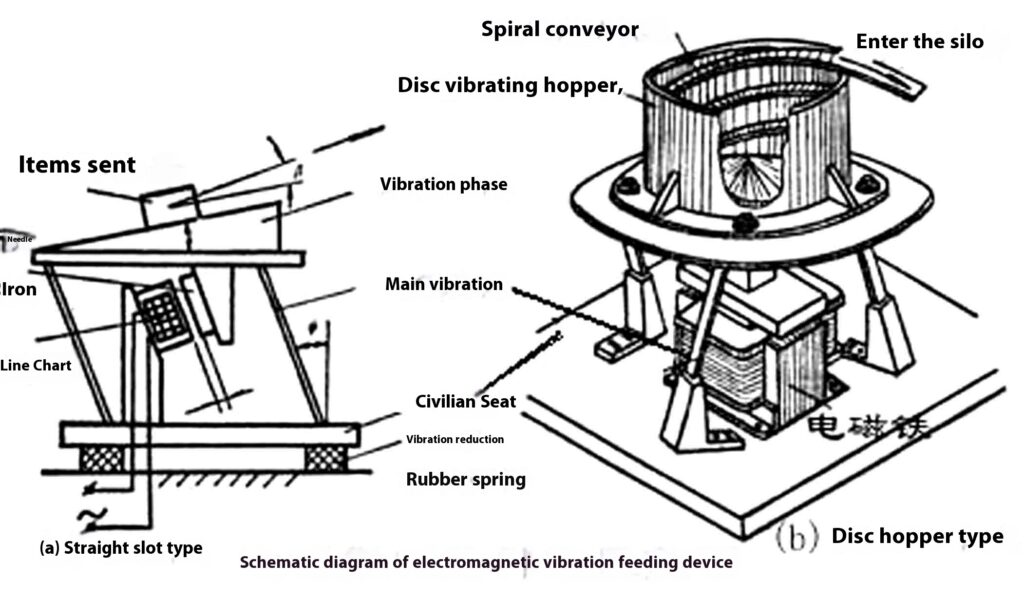
電磁振動供給装置の構造:一般的には励磁電磁石、アーマチュア、振動体、主振動バネ、振動減衰バネ、ベースで構成されています。図に示すように、振動槽体(またはホッパー)は主振動板バネによってベースに支持され、電磁石の鉄心とコイルはベースに固定され、アーマチュアは振動体の底に固定されています。振動槽体の作業面と水平面の間には角度があり(振動ホッパーには螺旋上昇角aの螺旋搬送チャネルがあります)、主振動板バネと鉛直面の間にも角度があります。装置全体はボルト、振動減衰バネ、フレームによって接続されています。
明らかに、ディスクホッパー型とストレートトラフ型の原理は、ストレートトラフコンベアチャネルがスパイラルコンベアチャネルに変更され、スイング振動がねじり振動に変更されることを除いて、基本的に同じです。
振動給餌装置の動作原理を説明するために、ストレートトラフ振動給餌装置を例に挙げます。
図(a)に示すように、物体はトラフ体に配置され、トラフ体は電磁加振力と主振動板バネの作用により方向性のある強制振動を行う。トラフ体が右上に移動すると、物体は摩擦力によりトラフ体に駆動され、右上への加速運動を得る。トラフ体が右上に減速するか、電磁吸引の作用により左下に加速すると、物体は右上に加速する際に一定の運動エネルギーを得るため、物体は依然として右上に移動し続けたり、トラフ体の作業面に対して右に一定の距離を滑ったり、さらには右上に斜め投げ運動のセクションを行ったりして、トラフ体の作業面に再び落下する傾向がある。トラフ体が再び右上に移動すると、物体は再び摩擦によって加速され、上記の運動サイクルが繰り返される。これにより、タンク本体が1往復振動する毎に、物品がタンク同伴体に対して右方向に一定距離移動し、物品供給の要求が達成される。
真空装置
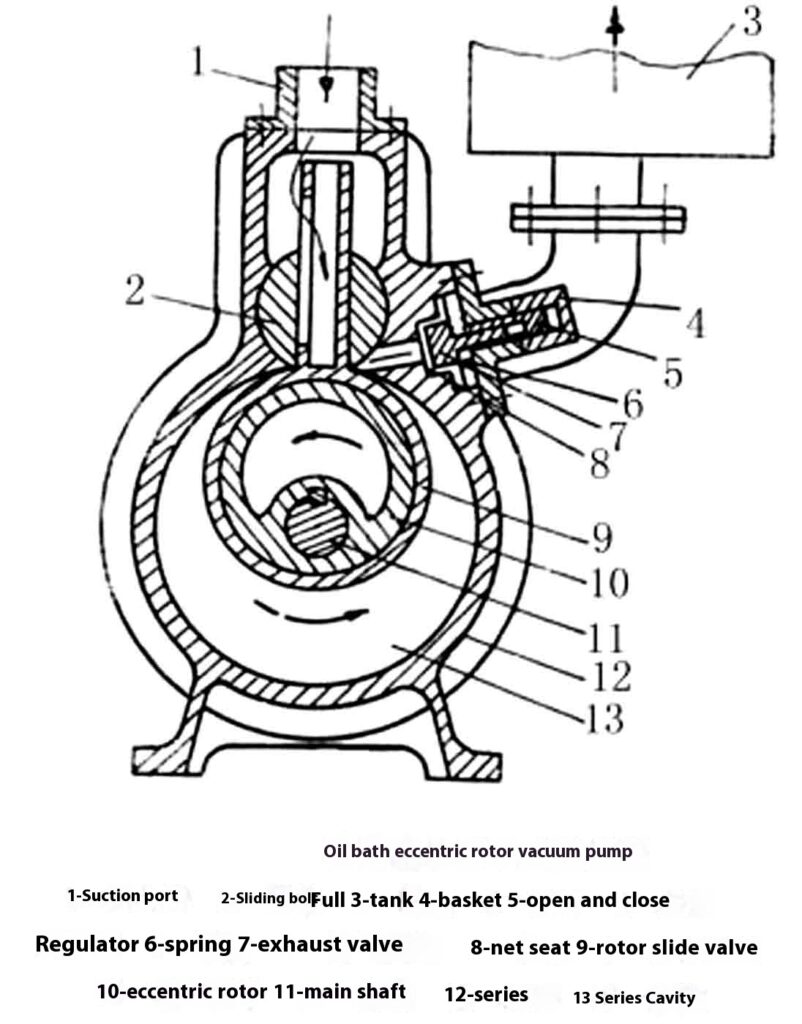
真空ポンプは真空包装機の主要な作動部分であり、その性能は真空度に直接影響します。真空包装機に使用される真空ポンプには、主に2つのタイプがあります。1つはオイルバス偏心ローター真空ポンプ(スライドバルブ真空ポンプとも呼ばれます)です。もう1つはオイルバスロータリーベーン真空ポンプです。図に示すように。
オイルバス偏心ロータ真空ポンプ
動作原理:図に示すように、ポンプ12にはロータースライドバルブ9が取り付けられており、バルブリングとバルブステムで構成されています。ロータースライドバルブのバルブリングは偏心ローター10にスリーブされており、回転軸11とポンプ室13の幾何学的中心が一致しています。ロータースライドバルブの上部にあるバルブステムは、円筒形のスライドボルト2内で上下に自由にスライドし、左右にスイングできます。バルブリングスリーブは、ポンプ室13の表面に沿ってスライドします。シャフト11が反時計回りに回転すると、ロータースライドバルブ9がポンプ室13を2つの作業室に分割し、室Aの容積が徐々に拡大し、室Bの容積が徐々に減少します。室Aのガス圧は低下し続け、ポンプされたガスはバルブステムの空洞と側面の長方形の穴を通って室Aに入ります。ロータースライドバルブがポンプ室13の上死点に回転すると、吸引が終了し、室Aは最大吸引量に達し、このとき長方形の穴は閉じられます。ポンプシャフト11は回転し続け、元の作業室の容積は再び徐々に減少し始め、ガスは圧縮され、圧力は増加し続けます。排気バルブ7のスプリング圧力を超えると、ガスはそれを押し開いて排出されます。2つの室AとBは交互に動作します。室Aが吸入すると、室Bが排気します。ポンプシャフトの各回転は、吸入および排気プロセスを完了することと同等です。
オイルバスロータリーベーン真空ポンプ
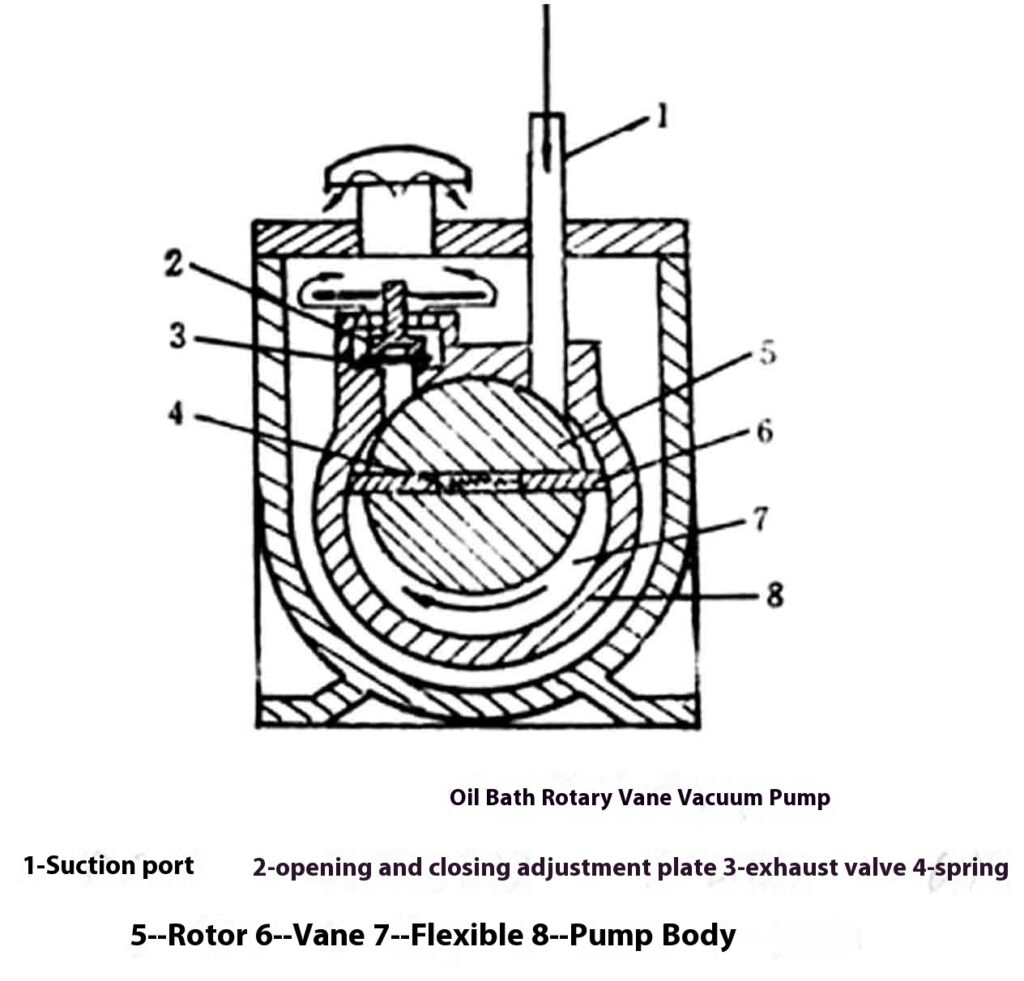
動作原理:図に示すように、2枚の羽根6を備えた偏心ローター5が時計回りに回転すると、羽根Gはスプリング4の圧力と自身の遠心力によりポンプ本体8の内壁に対して滑り、右側の吸入室は膨張し続け、ポンプされたガスは吸入ポートlから入ります。もう一方の羽根が吸入ポートの位置を通過すると、吸入されたガスは隔離され、吸入が完了します。ローターは回転し続け、隔離されたガスは徐々に圧縮され、圧力が上昇します。圧力が排気バルブ3の圧力を超えると、ガスは排気管を通って排気バルブ3を押し開き、オイルとポンプの排気ポートから排出されます。ポンプの動作中、羽根は常にポンプ室をA(吸入)とB(排気)の2つの作業室に分割します。偏心ローターが1回転するたびに、2つの吸入プロセスと排気プロセスがあります。
結論
包装工程では、材料を計量装置にスムーズかつ効率的に移送するために、供給装置が重要な役割を果たします。重力供給、ベルト フィーダー、チェーン コンベア、振動フィーダー、回転ディスク装置など、さまざまなタイプの供給装置は、さまざまな材料や包装工程の多様な要件を満たすように設計されています。これらの装置は、信頼性を確保し、詰まりや不適切な位置合わせなどの問題を防ぐために、供給されるアイテムの物理的および化学的特性に合わせて調整する必要があります。
さらに、オイルバス偏心ローターポンプやロータリーベーンポンプなどの真空ポンプは、真空包装機の不可欠なコンポーネントであり、アイテムを保存するための適切な真空レベルを保証します。適切な供給装置と真空装置を選択すると、生産基準と品質基準の両方を満たすために不可欠な、効率的で信頼性が高く安全な包装作業が保証されます。









