مقدمة
يعد الختم الحراري عملية حيوية في صناعة التغليف، حيث يُستخدم لربط الأغشية البلاستيكية من خلال الحرارة والضغط. توفر طرق الختم الحراري المختلفة مزايا مميزة بناءً على نوع المادة واحتياجات التغليف المحددة. سواء كنت تقوم بختم أغشية البولي إيثيلين أو المواد المركبة أو الأغشية المتخصصة للمنتجات الحساسة، فإن اختيار طريقة الختم الحراري المناسبة يمكن أن يضمن أختامًا قوية ومتينة تحافظ على سلامة المنتج. يستكشف هذا الدليل أكثر طرق الختم الحراري شيوعًا، بما في ذلك الختم باللوحة والأسطوانة والنبضة والموجات فوق الصوتية، جنبًا إلى جنب مع تطبيقاتها وفوائدها في التغليف.
وفقا لطرق التسخين والضغط المختلفة، يمكن تقسيم طرق الختم الحراري لآلات الختم الحراري إلى الأنواع التالية.
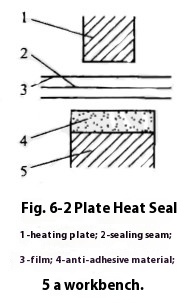
ختم اللوحة بالحرارة
يعد ختم اللوحة بالحرارة الطريقة الأكثر شيوعًا للختم الحراري. يستخدم صفيحة تسخين للتسخين والضغط بشكل متقطع لتحقيق ختم الفيلم البلاستيكي. يظهر مبدأ الختم الحراري في الشكل 6-2. يتم نقل طبقتي الفيلم 3 المراد ختمهما بين صفيحة التسخين 1 ومنضدة العمل 5، ثم يتم الضغط عليهما بإحكام ضد المادة المضادة للالتصاق 4. يتم تسخين صفيحة التسخين 1 ومنضدة العمل 5 إلى درجة حرارة معينة (التحكم في درجة الحرارة الثابتة) وتسخينهما تحت الضغط، ثم تبريدهما لتحقيق ختم محكم.
المواد المضادة للالتصاق المستخدمة بشكل شائع هي بولي تترافلورو إيثيلين المقاوم للحرارة العالية أو القماش الزجاجي، وذلك لتجنب التصاق طاولة T وطبقة مادة الفيلم، بحيث يتم غلق فم الكيس بشكل جميل ويمكن الحفاظ على طاولة العمل نظيفة. يقوم سلك التسخين الكهربائي 2 المثبت في لوحة التسخين 1 بتسخين لوحة التسخين. عادة ما يتم الكشف عن درجة حرارة التسخين بواسطة عنصر قياس درجة الحرارة المقاوم وعرضها بواسطة أداة عرض درجة الحرارة. يتم ضبط درجة الحرارة بواسطة منظم الجهد أو جهاز المقاومة. لضمان طبقات الختم عالية الجودة، يجب أن يكون سطح الختم الحراري للوحة التسخين مسطحًا، ويجب أن تكون المستوى الداعم مسطحًا أو مبطنًا بوسادة مطاطية مقاومة للحرارة. يمكن أن تكون آلية حركة الضغط للختم الحراري للوحة التسخين 1 هوائية أو هيدروليكية أو كام أو كهرومغناطيسية، إلخ.
يتميز جهاز الختم بالذوبان الساخن على شكل هيكل شرائحي ببنية ومبدأ بسيطين وسرعة ختم سريعة. يستخدم على نطاق واسع في آلات التعبئة والتغليف الأوتوماتيكية المتقطعة. يستخدم بشكل أساسي للختم الحراري لأغشية البولي إيثيلين وأغشية البولي إيثيلين المركبة، ولكن ليس للختم الحراري للأغشية التي تتقلص أو تتحلل بسهولة بالحرارة.
ختم حراري للأسطوانة
ختم الحرارة الأسطوانية هو ختم الفيلم البلاستيكي عن طريق تطبيق الضغط باستخدام أسطوانة دوارة بشكل مستمر والتسخين باستخدام بكرة واحدة أو اثنتين في زوج من البكرات.
يظهر مبدأ الختم الحراري للأسطوانة في الشكل 6-3. عندما يتم سحب طبقتي الفيلم 2 المراد غلقهما من خلال زوج من بكرات التسخين 1 (أو بكرة تسخين واحدة فقط)، يتم تسخينهما وضغطهما، ثم تبريدهما لتحقيق ختم محكم. يتم وضع سخان المقاومة في بكرة التسخين، ويتم نقل التيار إلى سلك التسخين من خلال جهاز الأسلاك (مثل الفرش وحلقات الانزلاق والأسلاك) المعزول عن الماكينة. يتم وضع جهاز ضبط درجة الحرارة وجهاز وأداة الكشف عن درجة حرارة بكرة الختم الحراري وعرضها في الخارج.
تتميز عملية الختم الحراري بالأسطوانة بالختم المستمر، وهي مناسبة للختم الحراري للأفلام المركبة المكونة من فيلم أساسي (سيلوفان) وفيلم ختم حراري (بولي إيثيلين)؛ في بعض آلات التغليف الأوتوماتيكية المستمرة ذات الوظائف المتعددة مثل صنع الأكياس والملء والختم، لا تستطيع أسطوانة الختم الحراري إكمال الختم الحراري الطولي لمادة فيلم التغليف لصناعة الأكياس فحسب، بل تلعب أيضًا دور سحب ونقل حزام مادة فيلم التغليف. أما بالنسبة للفيلم الفردي، فمن السهل تشوهه بسبب الحرارة، مما يؤثر على جودة الختم، لذلك فهو غير مناسب للاستخدام.
ختم الحرارة للحزام
كما هو موضح في الشكل 6-4، يتم وضع طبقتين من الفيلم 2 بين زوج من الأحزمة الدائرية الرقيقة 1 (مثل حزام البولي تيترا إيثيلين، أو حزام الفولاذ، أو حزام الفولاذ المقاوم للصدأ، أو حزام النسيج النايلون) تدور في اتجاهين متعاكسين، ويتم تسخينهما في أجزاء التسخين 4 الموجودة على جانبي حزام الحلقة لجعل طبقتي الفيلم بين أحزمة الحلقة مترابطتين، ثم يتم الضغط على البارد في جزء التبريد 5 لإغلاق الفيلم 2. قبل تشكيل الختم بالكامل، يتم نقش الختم بواسطة زوج من عجلات النقش بضغط معدّل مسبقًا، ثم يتم طباعة تاريخ الإنتاج بواسطة عجلة رمز الطباعة، وأخيرًا يتم الانتهاء من الختم.
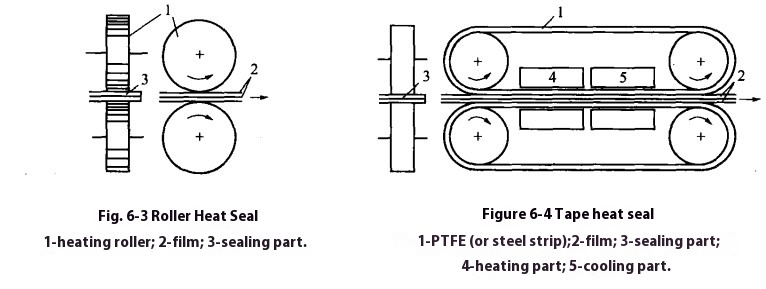
هذه الطريقة مناسبة للختم الحراري لمواد الفيلم المركب. حتى الأفلام التي يسهل تشوهها يمكن ختمها حراريًا بشكل مستمر باستخدام هذه الآلة، وسرعة الختم عالية نسبيًا، لذا فهي مستخدمة على نطاق واسع.
ختم حراري بواسطة بكرة منزلقة
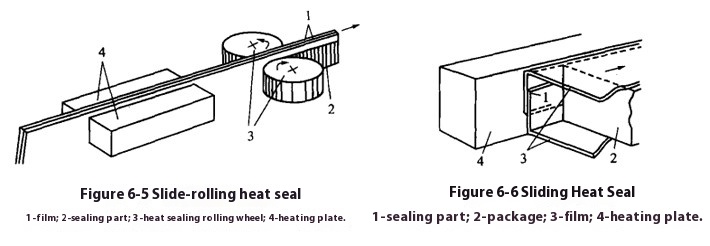
كما هو موضح في الشكل 6-5، يتم تمرير الطبقتين المتداخلتين من الفيلم 1 بين زوج من لوحات التسخين 4 ليتم تسخينها إلى حالة ناعمة ومنصهرة، وعند المرور بين عجلات الأسطوانة المانعة للتسرب الحراري المضغوطة بإحكام 3، يتم ضغطها ولحامها. تتمثل خصائص هذا النوع من أجهزة الختم في أن سخان المقاومة وعجلة الأسطوانة المانعة للتسرب الحراري عبارة عن مكونات مستقلة، مما يبسط بنية عجلة الأسطوانة. الهيكل العام بسيط وله مجموعة واسعة من التطبيقات.
يمكن تطبيق هذه الطريقة على الختم الحراري المستمر لمواد التغليف الفيلمية، ويمكن استخدامها أيضًا للختم الحراري المستمر للأفلام ذات التشوه الحراري الكبير. إذا توقفت الآلة بشكل غير متوقع، فإن مادة الفيلم بين لوحات التسخين الكهربائية ستسخن وتضيع، لذلك يلزم أن يكون السخان قادرًا على الإخلاء تلقائيًا لتجنب ارتفاع درجة حرارة الفيلم.
الختم الحراري المنزلق
تُستخدم عملية الختم الحراري المنزلق لتغليف العبوات، كما هو موضح في الشكل 6-6. وهي تستخدم فيلمًا 3 لتغليف الكائن المعبأ 2، بحيث ينزلق على لوحة التسخين 4، وتعتمد على الضغط الطفيف الذي يطبقه الكائن المعبأ وحرارة لوحة التسخين 4 لربط الأجزاء المتداخلة من طبقتي الفيلم.
ختم الحرارة النبضية
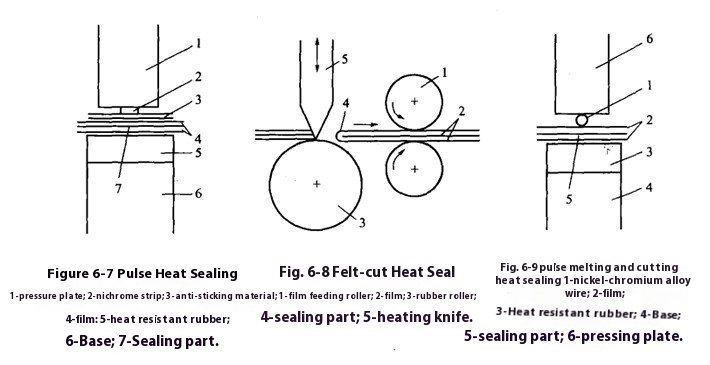
كما هو موضح في الشكل 6-7، يضغط شريط سبيكة النيكل والكروم 2 على الفيلم 4 على المطاط المقاوم للحرارة 5، ويتم تسخين شريط سبيكة النيكل والكروم 2 على الفور بتيار كبير، ويتم استخدام الحرارة للختم الحراري. وتتمثل سمته في أن شريط السبائك 2 يترك الجزء المختوم بالحرارة فقط بعد التبريد، لذلك حتى الأفلام التي تتشوه بسهولة يمكن ختمها بالحرارة باستخدام هذه الطريقة. هذه الطريقة مناسبة لختم المنتجات ذات المتطلبات العالية لقوة الختم والختم، مثل تغليف السوائل والتعبئة المفرغة من الهواء. هذه الطريقة مناسبة بشكل عام للختم المتقطع وتستخدم على نطاق واسع في آلات صنع الأكياس أو آلات التعبئة والتغليف الأوتوماتيكية.
الختم الحراري المقطوع بالذوبان
كما هو موضح في الشكل 6-8، يتم استخدام سكين التسخين 5 (أو السلك الفولاذي) لإذابة وقطع الفيلم 2 وختمه في نفس الوقت. تتميز آلية الختم هذه ببنية بسيطة وسرعة ختم سريعة ويمكنها إكمال ذوبان وقطع وختم الفيلم في نفس الوقت. ومع ذلك، نظرًا لقيود منطقة وصلة اللحام، فإن قوة الختم صغيرة نسبيًا ومن السهل فتحها. إنها مناسبة فقط للتغليف الداخلي لكميات صغيرة من المسحوق الناعم والعناصر الحبيبية.
ختم حراري ذوبان النبض
تتطلب عملية الختم الحراري المنصهر تسخينًا متكررًا للشفرة والأسلاك الفولاذية، بينما يكون الختم الحراري للقطع النبضي على العكس، كما هو موضح في الشكل 6-9. عندما تدفع لوحة الضغط 6 سلك سبيكة الصب 1 للضغط على الفيلم 2 على المطاط المقاوم للحرارة 3، يتم تنشيط سلك سبيكة النيكل والكروم 1 على الفور ويستمر في الضغط على جزء الختم الساخن والمذاب حتى يتم تحريره بعد التبريد. يمكن لهذه الطريقة أيضًا إكمال ذوبان الفيلم وختمه في نفس الوقت.
الختم الحراري الذائب
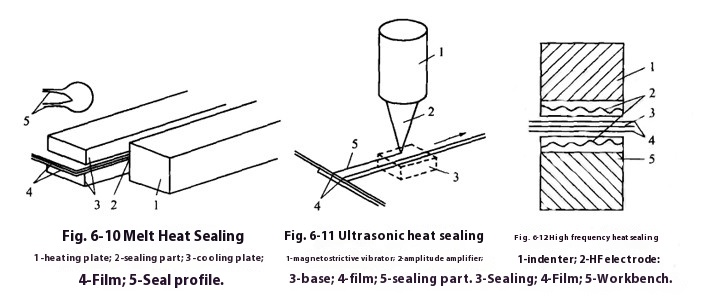
كما هو موضح في الشكل 6-10، فإن الأمر يتلخص في تقريب لوح التسخين 1 أو اللهب من أحد طرفي الفيلم المتراكب 4 لإذابتهما وربطهما. يمكن لهذه الطريقة أن تجعل الفيلم البولي بروبلين ثنائي المحور القابل للانكماش بالحرارة يتمتع بقوة إحكام قوية.
الختم الحراري بالموجات فوق الصوتية
كما هو موضح في الشكل 6-11، تتكون آلية الختم الحراري هذه من مذبذب عالي التردد، واهتزاز مغناطيسي 1 يحول الطاقة الكهربائية عالية التردد إلى اهتزاز طولي، ومضخم سعة المنحنى الأسي 2 الذي ينقل الاهتزاز الطولي إلى الفيلم. أثناء الختم الحراري، يتسبب الاهتزاز فوق الصوتي المنقول بواسطة مضخم سعة المنحنى الأسي في تسخين السطح المتداخل للفيلم 4 وذوبانه وترابطه.
تتميز طريقة الختم هذه بتوليد الحرارة في مركز تداخل الفيلم، وهي مناسبة للختم المستمر للأفلام التي تنكمش بسهولة بالحرارة، مثل الأفلام الممتدة ثنائي المحور. يمكنها ختم مجموعة متنوعة من مواد الفيلم البلاستيكي (مثل البولي بروبلين والنايلون والمواد المركبة من الألومنيوم والبلاستيك وعلب البولي أوكسي إيثيلين وما إلى ذلك)، ويمكن غلقها جيدًا حتى لو تلوثت مادة التغليف عن طريق الخطأ بالماء أو الزيت وما إلى ذلك أثناء تعبئة المواد. كما تتمتع بجودة ختم عالية للمواد البلاستيكية المعرضة لتشوه الانكماش الحراري أو التحلل الحراري. وهي مناسبة بشكل خاص للختم الحراري في تغليف الأطعمة والأدوية والمكونات اللاسلكية والإلكترونية الحساسة للإشعاع الحراري، وتستخدم على نطاق واسع في آلات صنع الأكياس أو آلات التعبئة والتغليف الأوتوماتيكية.
ختم حراري عالي التردد
كما هو موضح في الشكل 6-12، فإن عملية الختم الحراري عالي التردد هي الضغط على الفيلم 4 باستخدام قطب كهربائي عالي التردد 2، وإضافة جهد عالي التردد، والختم الحراري عن طريق فقدان العازل الكهربائي للبوليمر. تكون درجة حرارة جزء الختم هي الأعلى عند سطح الختم، لذلك لن يسخن الفيلم بشكل زائد وتكون قوة الختم عالية.
يرتبط وقت الختم الحراري لآلة الختم بالضغط الحراري بدرجة حرارة التسخين وطريقة التسخين ومادة الفيلم وسمك مادة الفيلم وضغط الختم. بالنسبة لمواد الفيلم من نفس المادة والسمك، عندما يكون ضغط الختم ثابتًا، كلما ارتفعت درجة حرارة التسخين، كلما كان وقت الختم الحراري أقصر. يجب تحديد درجة حرارة تسخين الختم الحراري والضغط والوقت والمعلمات الأخرى من خلال طرق تجريبية بناءً على الخصائص الميكانيكية والفيزيائية للمادة المختومة.
خاتمة
آلة الختم الحراري هي آلة تقوم بختم حاويات التعبئة والتغليف عن طريق الختم الحراري. وهي تستخدم على نطاق واسع في الختم الحراري لمختلف الأكياس البلاستيكية. إن فهم مجموعة متنوعة من طرق الختم الحراري - من بساطة الختم الحراري للألواح إلى القدرات المتقدمة للختم بالموجات فوق الصوتية - يمكّن الشركات المصنعة من اختيار الحل الأكثر كفاءة وملاءمة لاحتياجات التغليف الخاصة بها. توفر كل طريقة ختم مزايا محددة بناءً على المواد وسرعة الإنتاج والجودة المطلوبة. من خلال اختيار التقنية الصحيحة، يمكن للشركات تحسين كفاءة التغليف وتقليل النفايات وضمان أختام عالية الجودة تلبي معايير الصناعة.









